
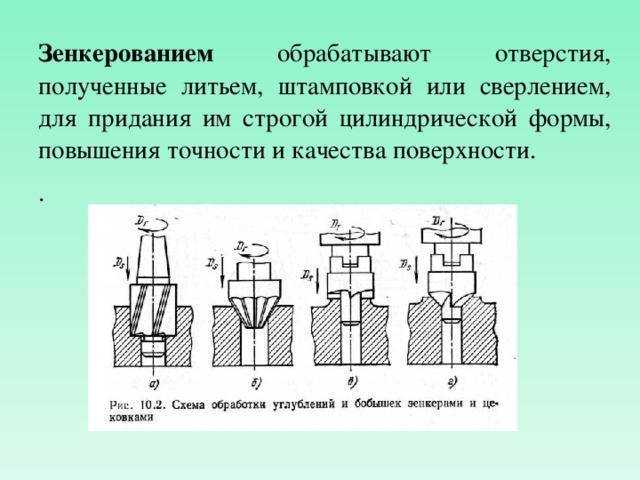
Зенкерование и смежные с ним операции
Зенкерование сходно с операцией рассверливания: оба процесса ведутся с готовым отверстием. Отличие состоит в том, что результат зенкерования получается более точным. В процессе операции устраняются недостатки, возникающие после штамповки, литья или сверления. Улучшаются такие показатели, как чистота поверхности, точность, достигается высокая степень соосности.
Часто при формировании отверстий сверлом (особенно глубоких) наблюдается отклонение от центра из-за невысокой жесткости инструмента. Зенкер от сверла отличается тем, что имеет более высокую жесткость из-за увеличенного числа режущих зубьев
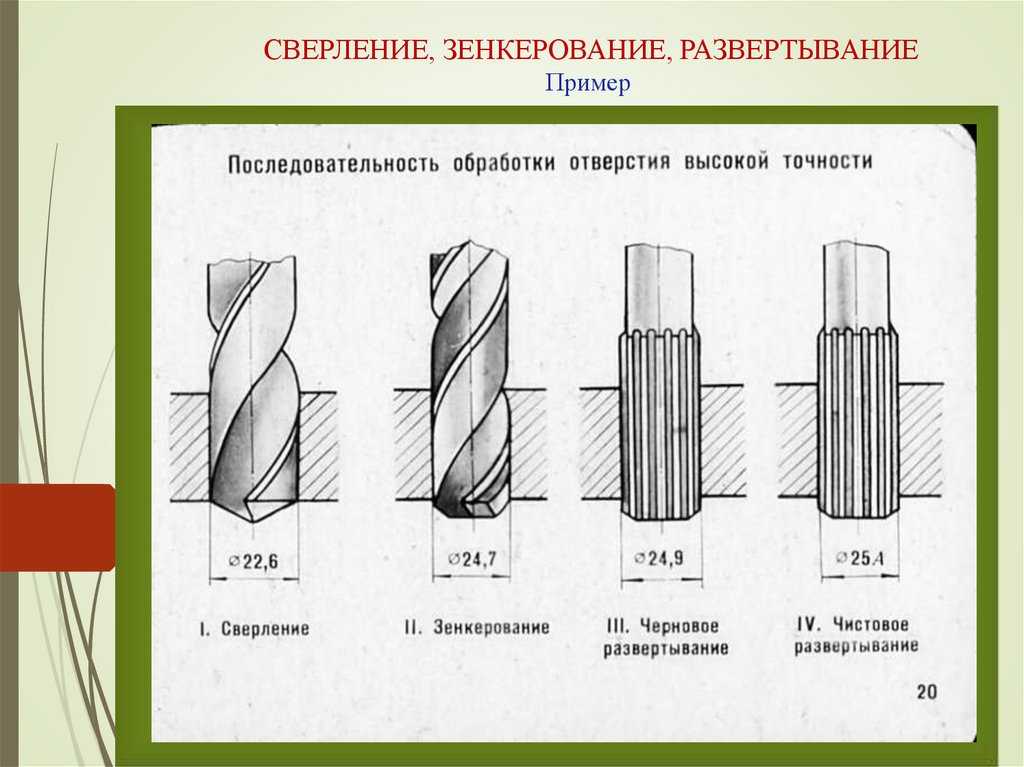
Важно, что такое отличие обеспечивает более точное направление движения инструмента, а при меньшей глубине резки наблюдается высокая чистота. При сверлении отверстий можно получить квалитеты 11–12, шероховатость поверхности отверстия Rz 20 микрометров
При операции зенкерования получаем квалитеты 9–11, шероховатость 2,5 микрометров.

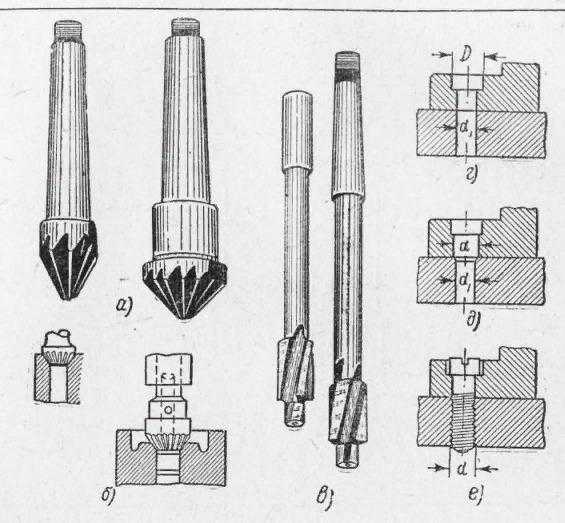
Развертки конические под конус Морзе
Еще более точной операцией является процесс развертывания (6–9-й квалитеты, Rа 1,25– 0,25 микрометров). Это уже чистовая обработка резанием. Зенкерование отверстий – получистовая операция. Зенкерование и развертывание отверстий, если обе этих операции предусмотрены технологическим процессом, выполняются за одну установку детали на станке.

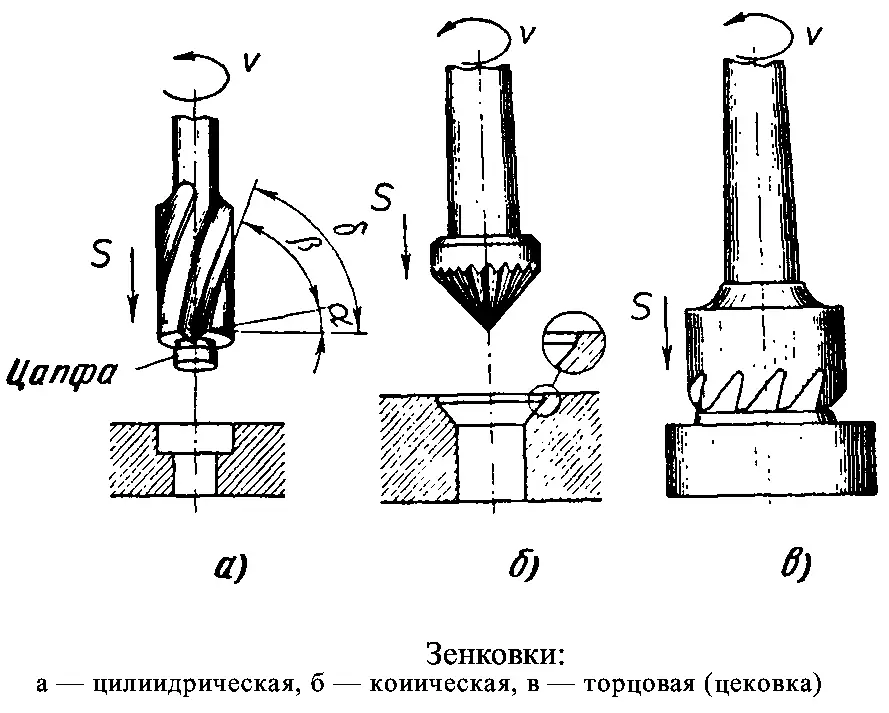
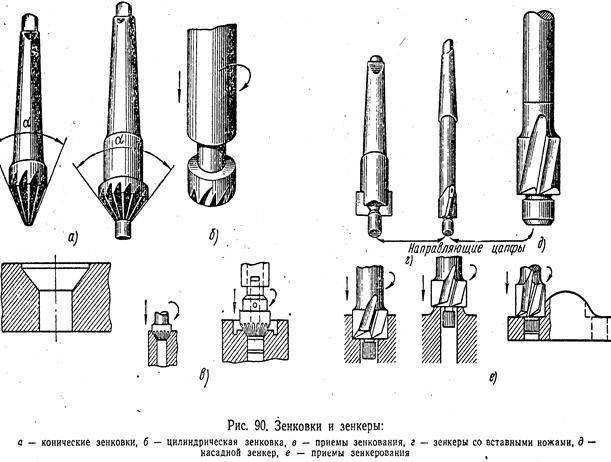
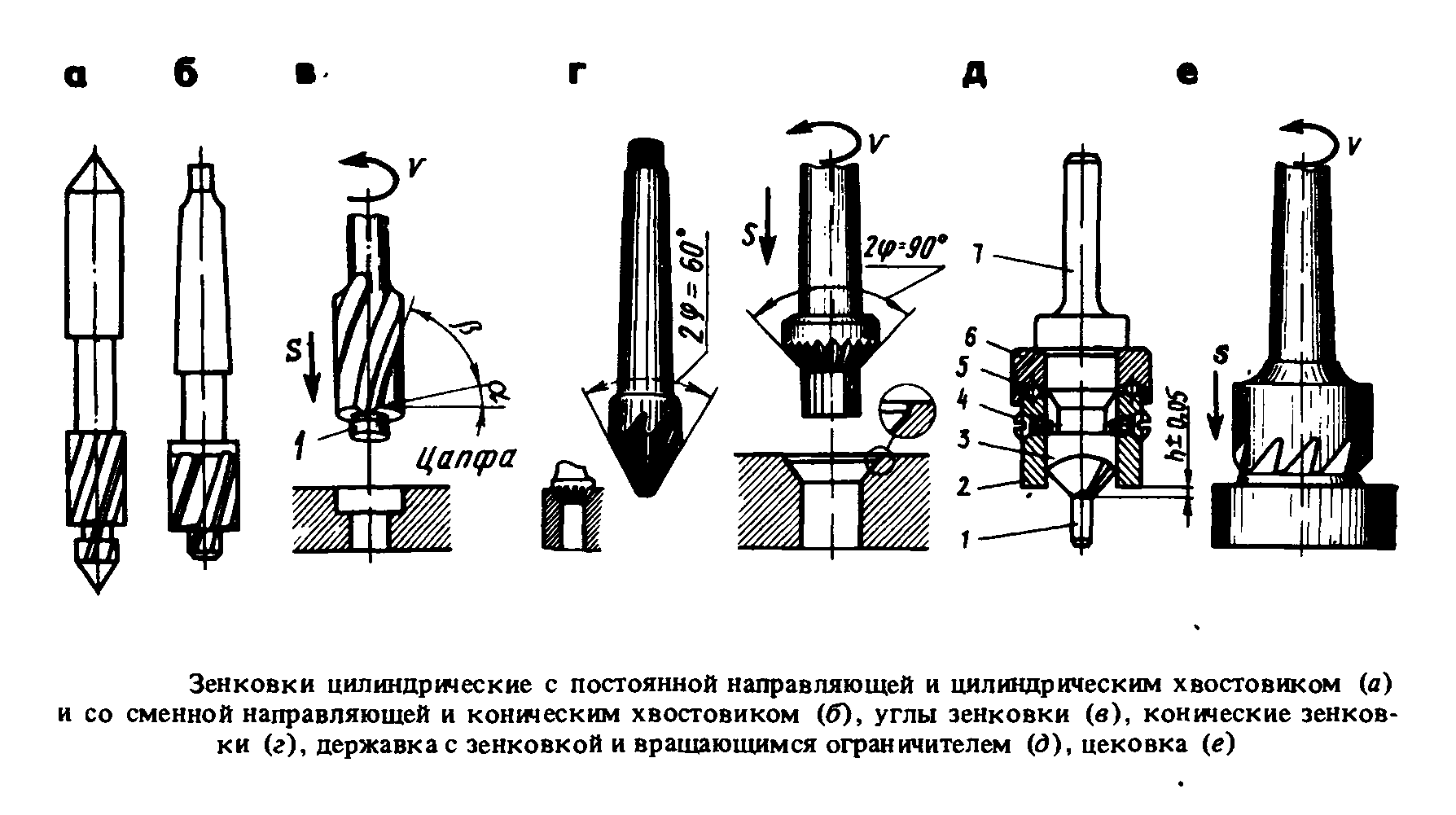
Зенковки конические
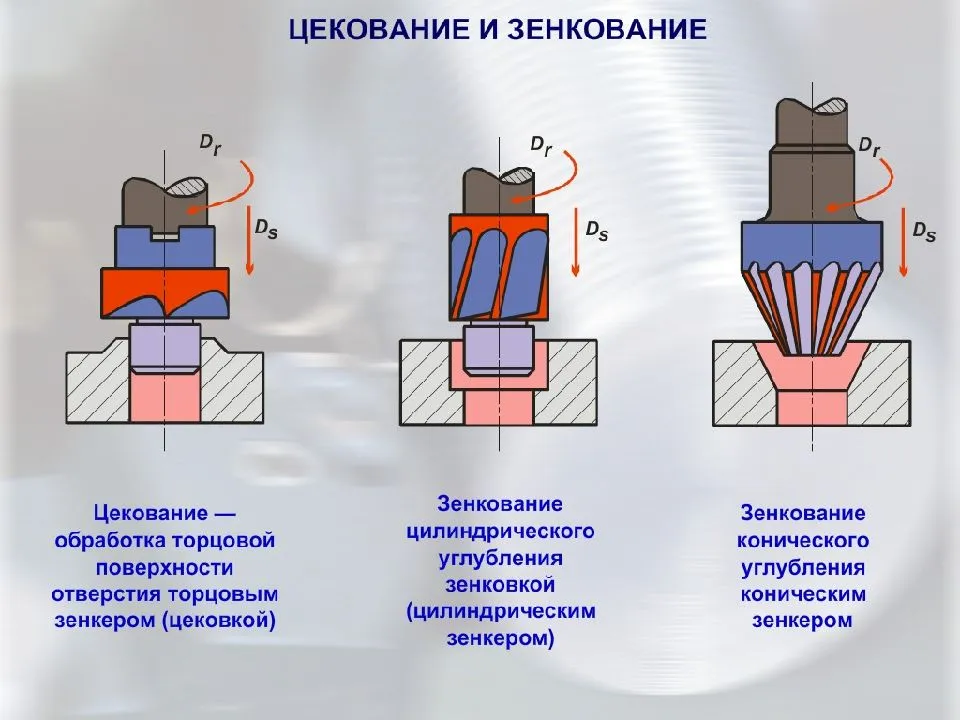
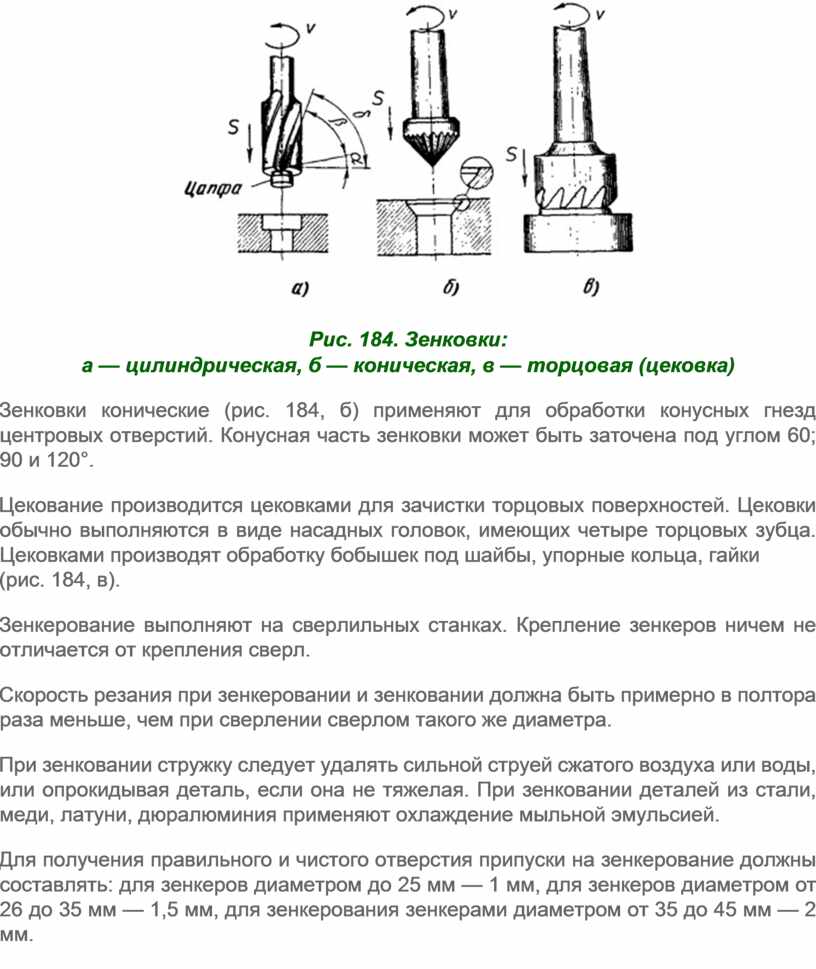
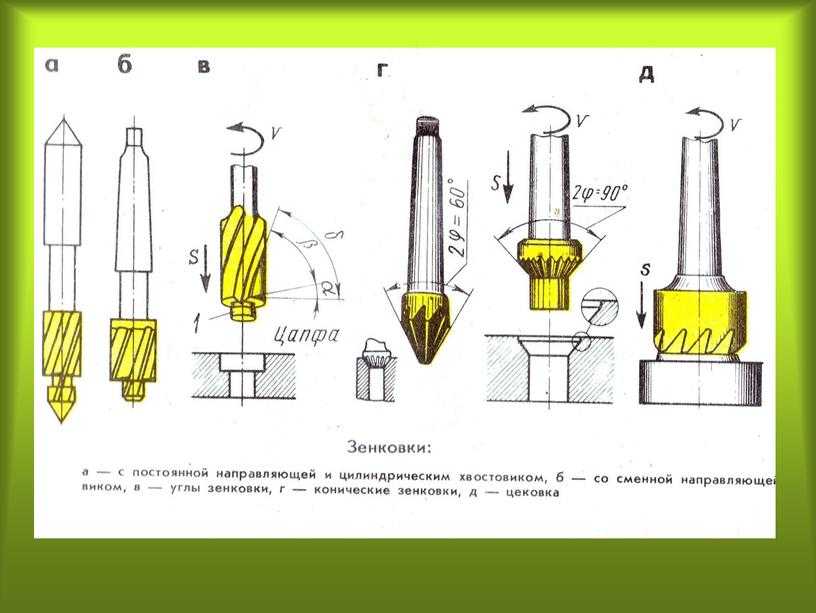
Зенковка применяется в процессе снятия фаски с верхней части отверстий, а также для получения углублений конической формы. Бывает также зенковка цилиндрическая, но такой инструмент правильнее называть цековкой. При помощи такого инструмента в деталях получают углубления соответствующей формы. Для выполнения такой зенковочной операции также может быть использован универсальный инструмент – сверло, специально совмещенное с зенковкой.
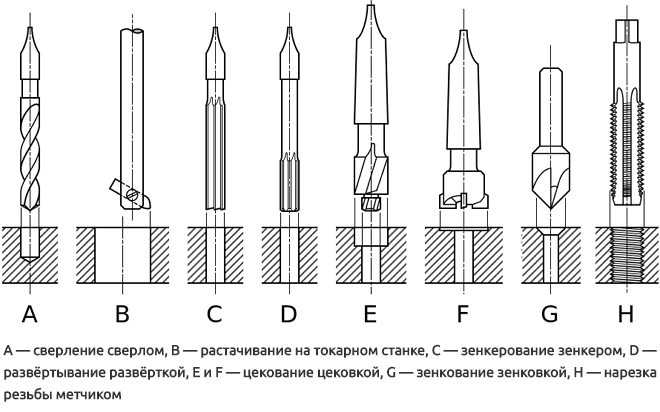
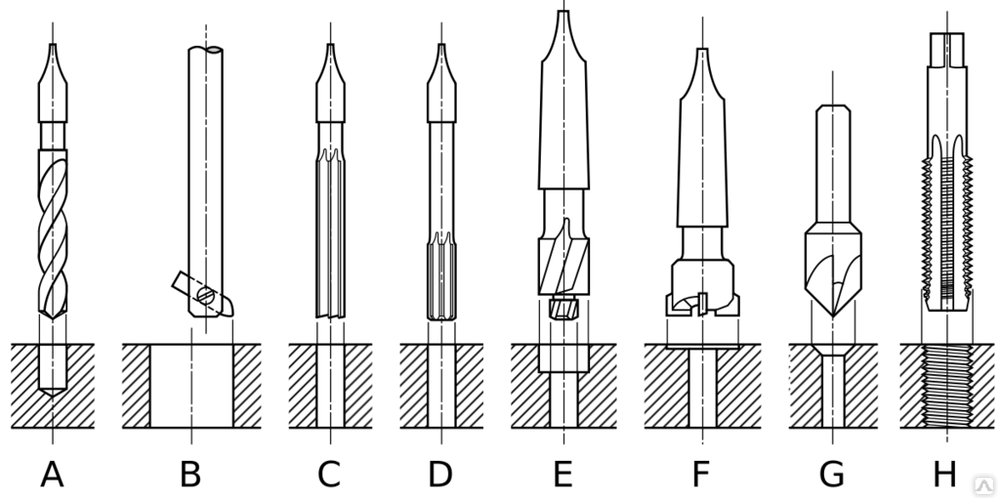
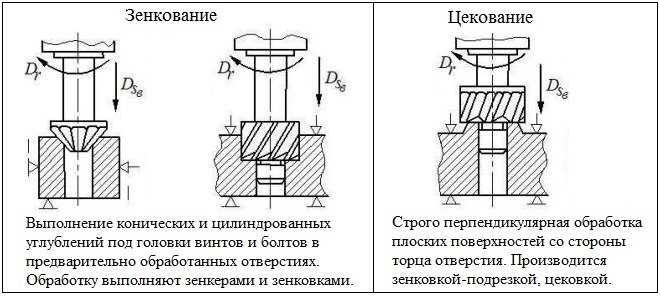
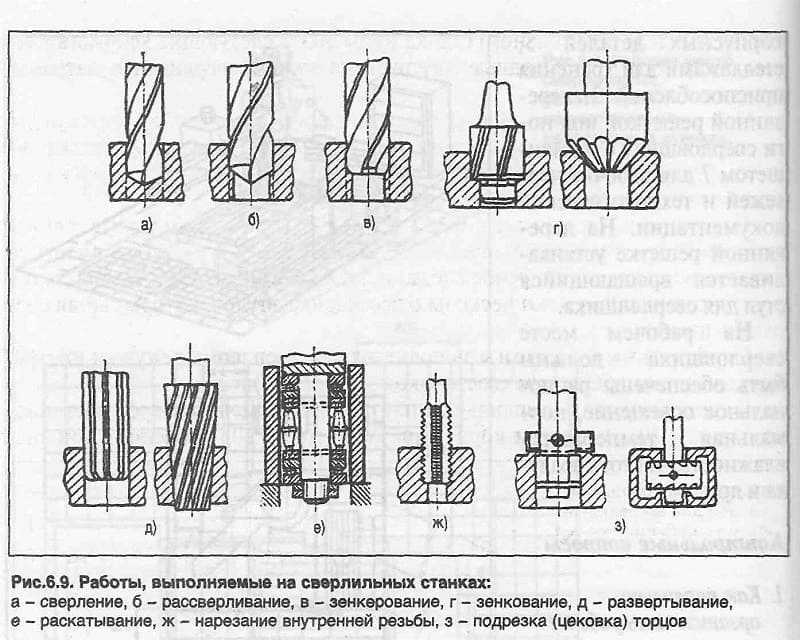
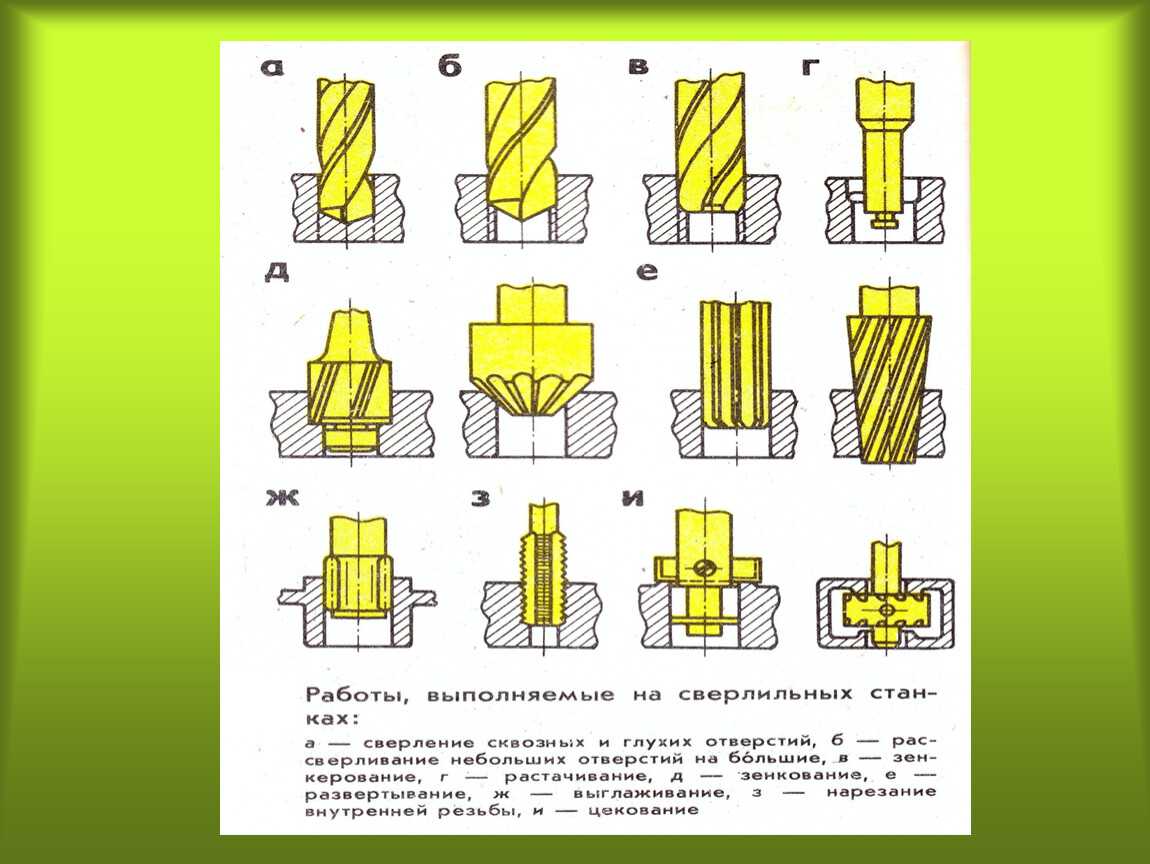
Чтобы не путаться в схожих операциях, достаточно рассмотреть и запомнить данную схему, наглядно объясняющую конструктивные отличия и назначение инструментов для обработки отверстий
Шаг 2: Отметка и разметка места для зенковки
Перед тем как приступить к изготовлению зенковки, необходимо определить место, где она будет располагаться на металле. Для этого необходимо провести отметку и выполнить разметку.
Определите точку, в которой вы хотите создать отверстие или заглубление. Для более точного позиционирования вы можете использовать специальный инструмент, например, центральную буравчатую стрелку. При помощи этого инструмента можно легко определить центр точки, где будет располагаться зенковка.
После определения места для зенковки, произведите разметку на поверхности металла. Для этого используйте рулетку или линейку, чтобы выполнить точные измерения и отметки. Затем с помощью полукруглой кройки или центровым долотом сделайте небольшую зарубку в центре отметки. Это позволит вам точно определить место для начала зенковки.
При разметке не забывайте учитывать размеры и форму зенкера, который вы собираетесь использовать. Учтите, что зенкер должен быть вытянут из центра, таким образом, у вас должно быть достаточно места для его расположения.
Используйте свинцовый карандаш или мелок для проведения разметки на металле. Это позволит вам видеть отметки четко и точно следовать им при выполнении зенковки. Помните, что точная и аккуратная разметка – ключ к успешному изготовлению зенковки.
Оборудование для зенкования

В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Инструкция по изготовлению зенковки по металлу своими руками
Зенковка – это процесс создания углубления в металлическом изделии для придания ему дополнительной функциональности или эстетического вида. В данной инструкции мы рассмотрим пошаговый процесс изготовления зенковки по металлу своими руками.
Выбор инструментов и материалов. Для изготовления зенковки вам понадобятся следующие инструменты: сверлильный станок или дрель, зенковочный сверло, ручка зенковки, напильник, угольник и шуруповерт. Также вам потребуется подходящий металлический предмет, на котором будете делать зенковку.
Подготовка рабочей поверхности. Убедитесь, что рабочая поверхность чиста и свободна от посторонних частиц. Закрепите металлический предмет так, чтобы он был надежно закреплен и не двигался во время работы.
Отметка места зенковки. С помощью рулетки и маркера отметьте на рабочей поверхности место, где будете делать зенковку. Убедитесь, что отметка точная и соответствует ваши планам.
Начало зенковки. Закрепите зенковочное сверло в сверлильном станке или дрели. Установите нужную глубину и угол зенковки с помощью регулировочных винтов или встроенных настроечных механизмов. Начинайте делать зенковку, контролируя глубину и угол сверления.
Завершение зенковки. После достижения нужной глубины и формы зенковки, используйте напильник и шуруповерт для корректировки и отделки
Осторожно удаляйте остатки металла и придавайте зенковке окончательный вид.
Проверка готовности. Проверьте, соответствует ли получившаяся зенковка вашим требованиям
Убедитесь, что глубина, форма и размеры зенковки точно соответствуют вашим планам.
Завершение работы. По окончании работы, тщательно очистите рабочую поверхность от остатков металла и инструментов. Убедитесь, что все инструменты и материалы находятся на своих местах и безопасно хранятся.
Следуя этой инструкции, вы сможете изготовить зенковку по металлу своими руками. Помните, что для успешного выполнения работы необходимо обладать навыками работы с инструментами и соблюдать меры безопасности.
Коротко о главном
Тиски из металлического уголка так же, как и из другого металлопроката имеют в конструкции основу, подвижную и неподвижную губку. После разработки чертежей, подготовки инструментов и материалов я начал последовательно собирать устройство. Мною было изготовлено основание, к которому приварил удлиненную гайку под резьбовую шпильку. Потом закрепил боковины из уголка, вырезал продольный паз в профилированной трубе и подготовил другие детали тисков, включая проставку, губки и их основы, резьбовой вал, рукоятку, усиливающие элементы. Затем собрал всю конструкцию, часто используя аппарат для сварки. Сварочные швы обязательно зачищал, а детали устройства грунтовал и красил.




Вопрос
Настройка фрезера
Перед тем как работать фрезером по дереву в домашних условиях, молодому мастеру нужно заранее научиться правильно настраивать данный электроинструмент. Так, если ему требуется выполнить фрезеровку режущей насадкой диаметром более 10 мм, тогда он должен будет опустить штифт, пока этот элемент не коснется револьверного упора.
Когда же применяется фреза с сечением 16 мм, а углублять ее нужно максимум на 14 мм, то начинающему мастеру придется выполнить следующие действия:
- поставить фрезер в нулевое положение;
- уменьшить высоту расположения штифта, чтобы он касался револьверного упора;
- установить нужное значение цельной величины;
- поджать и осуществить фиксацию винтика, если возник маленький люфт над упором;
- снять блокировку шкалы, позволяющую проводить грубую настройку, и увеличить ее высоту на 14 мм, чтобы зазор между штифтом и упорным элементом револьверного типа стал больше;
- выставить значение глубину фрезерования 3 мм, используя для этого револьверный упор.
Пример правильно выставленной глубины фрезерования
Важно!
Упор револьверного типа имеет ступеньки. Они позволяют постепенно изменять глубину фрезерования. При этом с помощью винтика поднастройки можно выполнить максимально точную настройку погружения фрезы.
Соблюдайте правила при работе с цековкой
При выполнении цекования необходимо придерживаться ряда правил:
- При цековании открытых поверхностей рекомендуется зафиксировать на хвостовике инструмента упор. Простейший способ – использование упорной гайки с контргайкой.
- При цековании углублений под шляпки метизов используется инструмент с углом при вершине 90°. Уменьшение угла выполняется в тех случаях, когда после цекования на поверхности обрабатываемого отверстия остается огранка.
- Выполнение отверстий под метизы выполняется в два этапа. Сначала рассверливается отверстие до определенного диаметра, затем цековкой отверстию придается нужная форма и размер.
- Направляющая цековки не должна соприкасаться с втулкой всей поверхностью. Допустимо соприкосновение винтовыми ленточками. Нарушение этого правила может привести к заеданию цековки во втулке в результате сильного нагревания заготовки и металлорежущего инструмента под воздействием высокой скорости вращения шпинделя станка.
- Соосность отверстия обеспечивается за счет применения цековок с направляющими.
- При закреплении торцевого зенкера в быстросменном патроне, рекомендуется располагать режущие зубья с двух торцов.
- Для обработки заготовок из металлов высокой твердости следует использовать инструмент с твердосплавными пластинами.
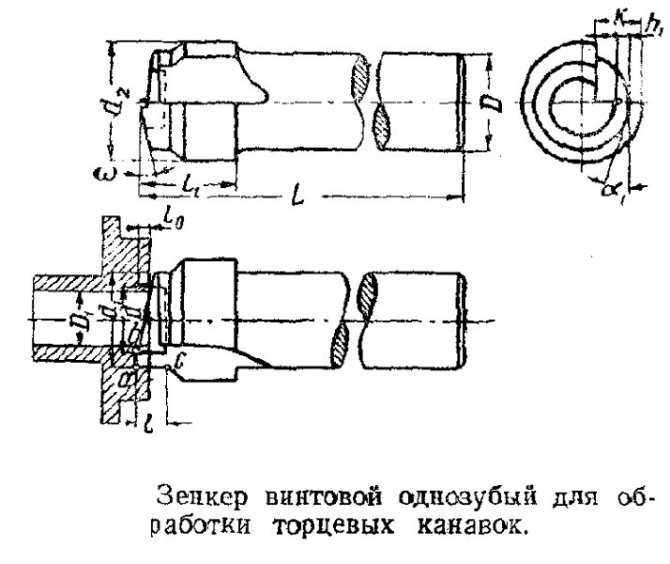
- Для обработки хрупких сплавов рекомендуется применять винтовые однозубые торцевые зенкеры с радиально расположенной передней поверхностью.
Соблюдение правил дает гарантию получения идеально точных по размерам отверстий.
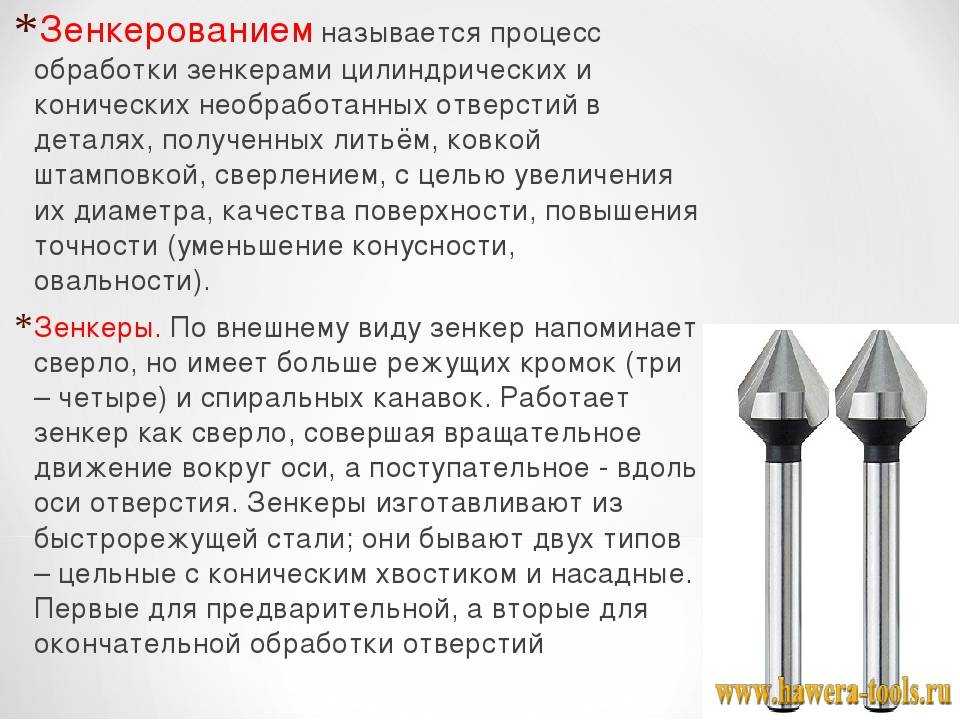
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
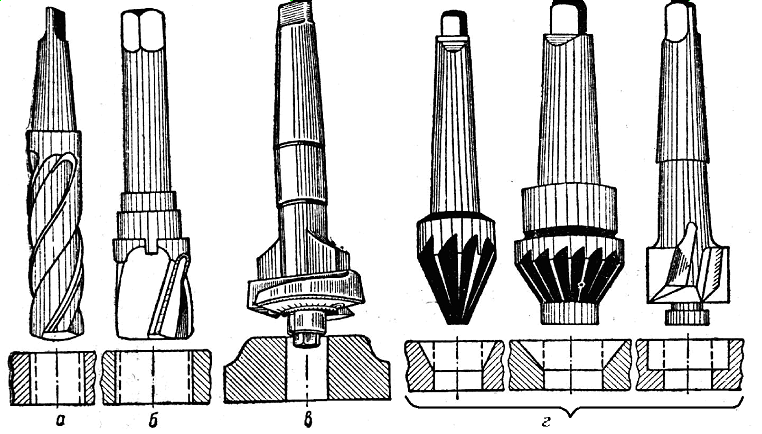
Зенкеры подразделяются:
По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Основные характеристики
Данный инструмент выполняет несколько функций, одна из них заключается в том, что проделываются изначальные углубления необходимых размеров и глубины. А вот вторая – это исправление дефектов, уже имеющих место, или же проводится рассверливание до необходимого размера.

Кроме этого, сверло с зенкером по дереву позволяет проводить работы на любых деревянных поверхностях. А также:
Благодаря высокопрочной рабочей части, что сделана из качественного сплава, данный инструмент дает возможность осуществлять максимально точные сверления отверстий.
В силу того, что он изготовлен из крепкого материала исключается его деформация, даже если предусматривается эксплуатация в условиях, связанных с высокими нагрузками.
И что самое важное, производятся качественные подготовительные труды для дальнейшего процесса сборки мебели, то есть, создает необходимую выемку для крепежных элементов.
Главное преимущество данного инструмента заключается в том, что можно его приобрести в комплекте, то есть, в него входит набор зенкеров по дереву. В нем находится сверла любых диаметров, что, в свою очередь, предоставляет возможность делать углубления любых размеров.



Хотя довольно часто используется зенкер-сверло диаметром м4, поскольку это считается оптимальным вариантом для осуществления отверстий при сборке и монтаже мебели. В основном в наборе находится сверла с диаметром от 3 до 6 миллиметров, а вот зенкерная насадка, что находится в таком наборе, составляет 16 мм.
Недостатки
Несмотря на множество достоинств этого устройства возникают и небольшие дефекты в процессе работы, связанные с:
- Завышением диаметра отверстий. Причиной этого может быть неправильная заточка зенкера, поэтому его рекомендуется сменить на новый или заточить этот же.
- Заниженный диаметр углубления. Такой дефект в основном возникает в случае, если использовался сильно изношенный зенкер.
- Некачественно обработанное отверстие. Зачастую это происходит, когда произведен неправильный крепеж заготовки. Для устранения такой проблемы необходимо очень тщательно проверять крепления.
- Грубая чистка. Довольно часто возникает такой дефект, как налипание продуктов сверления. В этом случае причиной может быть высокая вязкость обрабатываемого материала, а также недочеты человека, что занимается этим процессом. То есть, его ошибка заключается в неправильном выборе подачи и скорости сверления.
Учитывая данную информацию, становится явным, что зенкер по дереву со сверлом является необходимым инструментом в деревообрабатывающей промышленности, а в особенности в мебельном производстве. Хотя его очень часто используют и в домашних условиях, когда нужно, к примеру, починить имеющуюся мебель. Или же такой инструмент применяется в случаях, когда необходимо собрать мебель, сделанную мастером своими руками.
Но стоит отметить, что довольно часто зенкерование деревянной поверхности путают с зенковкой. Данный процесс очень схож, хотя есть одно существенное отличие. Зенковка применяется для снятия фаски, то есть, делается небольшое углубление в основании отверстия, для того чтобы можно было скрыть верхнюю часть крепежных деталей, а именно шляпок болтов, саморезов или других крепежных элементов.
Republished by Blog Post Promoter
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо .
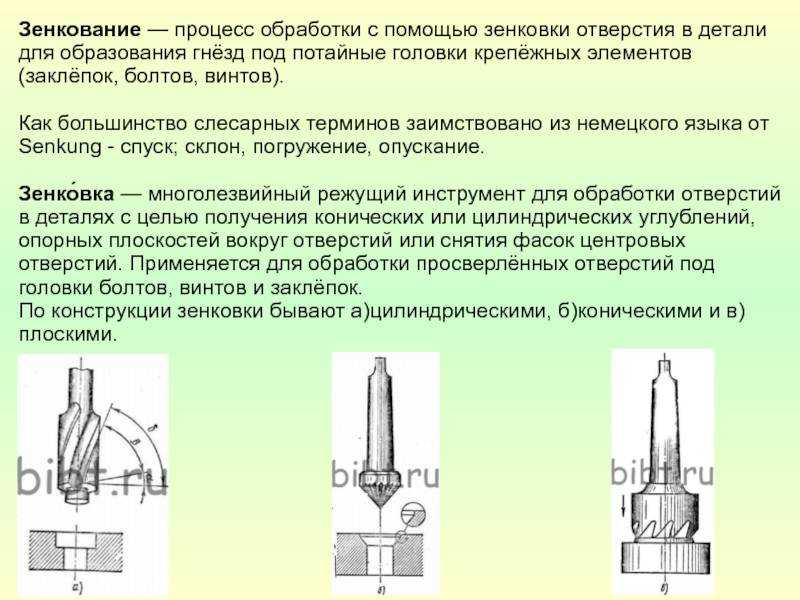
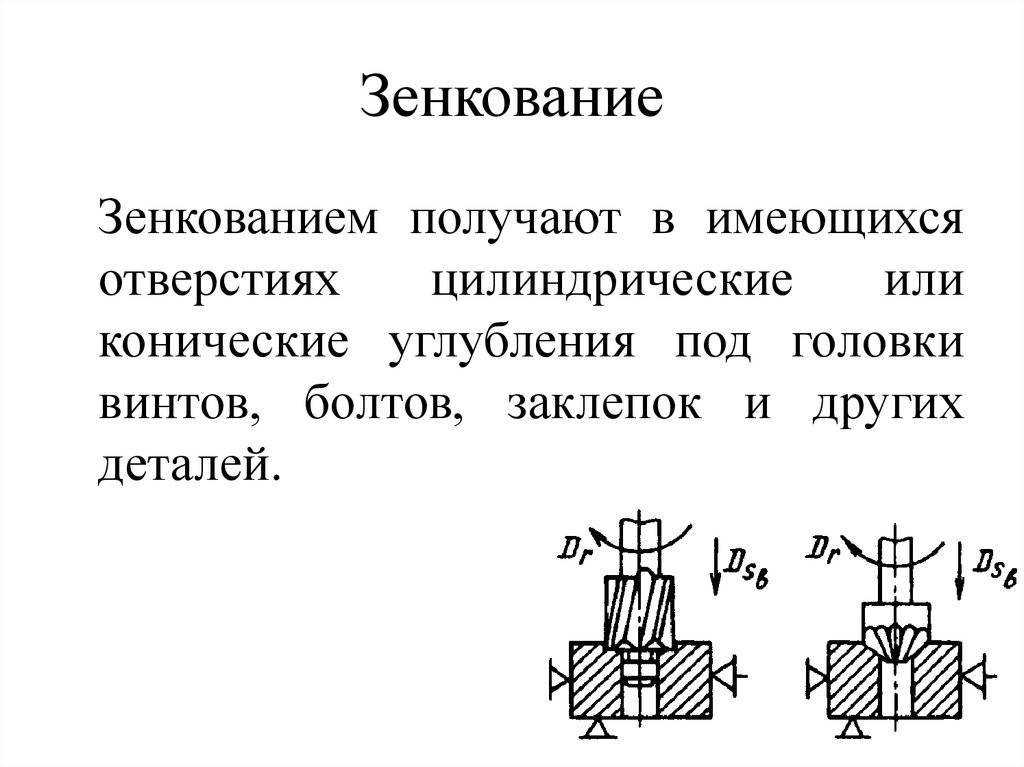
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Фрезы конусной конфигурации
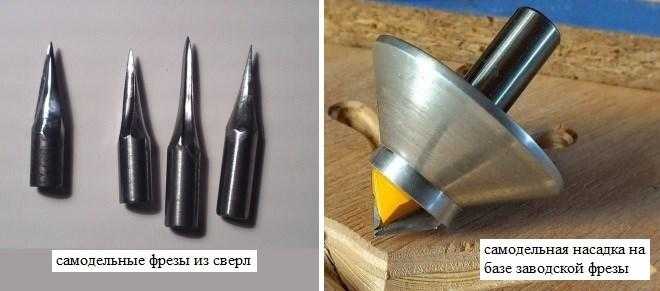
Фрезы по дереву, рабочая часть которых имеет конусную конфигурацию, используются для обработки поверхностей сложного рельефа. В частности, при помощи таких фрез выполняется финишная обработка пазов в элементах мебельных конструкций. Для изготовления подобных фрез по дереву в производственных условиях применяются заготовки сложной формы, которые проблематично обрабатывать в домашних условиях. Такая фреза своими руками может быть изготовлена из сверла, рабочей части которого придается требуемая конфигурация.
За счет того, что самодельная фреза по дереву используется для обработки достаточно мягкого материала за несколько заходов, дополнительно упрочнять структуру материала, из которого изготовлен такой инструмент, нет необходимости.
Варианты изготовления конусных фрез
Шаг 3: Подготовка поверхности для зенковки
Перед выполнением зенковки необходимо подготовить поверхность, чтобы деталь была правильно закреплена и готова к обработке.
1. Очистите поверхность от загрязнений и окислов с помощью металлической щетки или наждачной бумаги. Убедитесь, что поверхность абсолютно чистая, чтобы зенковка была максимально эффективной.
2. Если на поверхности есть неровности, шероховатости или выступы, их следует снять с помощью пилки, напильника или электрического шлифовального инструмента. Обеспечьте ровную и гладкую поверхность для более точной зенковки.
3. Проверьте, что деталь надежно закреплена для зенковки. Используйте зажимы, струбцины или другие средства, чтобы фиксировать деталь в нужном положении. Убедитесь, что деталь не будет двигаться в процессе зенковки, чтобы избежать ошибок и повреждений.
4. Если необходимо, сделайте отметки на поверхности для более точной зенковки. Используйте ручку или маркер, чтобы обозначить место, где будет находиться зенковка. Это поможет вам сориентироваться и сделать точный зенок в нужном месте.
Тщательная подготовка поверхности перед зенковкой поможет вам достичь более точных и профессиональных результатов. Будьте внимательны и аккуратны на этом этапе, чтобы избежать ошибок и повреждений детали.
Фрезы конусной конфигурации
Фрезы по дереву, рабочая часть которых имеет конусную конфигурацию, используются для обработки поверхностей сложного рельефа. В частности, при помощи таких фрез выполняется финишная обработка пазов в элементах мебельных конструкций. Для изготовления подобных фрез по дереву в производственных условиях применяются заготовки сложной формы, которые проблематично обрабатывать в домашних условиях. Такая фреза своими руками может быть изготовлена из сверла, рабочей части которого придается требуемая конфигурация.
За счет того, что самодельная фреза по дереву используется для обработки достаточно мягкого материала за несколько заходов, дополнительно упрочнять структуру материала, из которого изготовлен такой инструмент, нет необходимости.
Варианты изготовления конусных фрез
Отличия зенковки от цековки
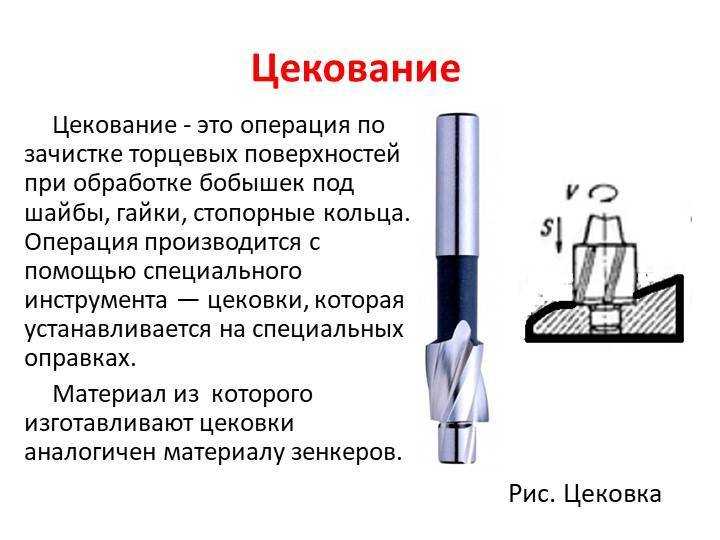
Отличие от цековок зенковок в том, что первые относятся к инструменту зенкеру. Их основное назначение – работа с торцами. То есть цековка может пробурить углубление большего диаметра, чем само отверстие, и заодно выровнять торцовую плоскость в этом углублении, сделать так, чтобы оно было перпендикулярным оси канала.
Цековка тоже относится к элементам, где присутствует много лезвий. Кроме лезвий, цековка обязательно имеет направляющий элемент, который носит название цапфа. Цековка похожа на зенковку тем, что может выполнять практически такие же операции: создание потая под крепеж, снятие фаски, удаление заусенцев после сверления.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.





Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Что это такое
Зенкер по дереву– это специальный инструмент, который может создавать, обрабатывать отверстия. По сути зенкер не что иное, как разновидность насадки по типу сверла. Ее тоже можно использовать для сверления, но первоочередное ее назначение — это создания углублений для широких креплений, увеличение диаметра, обработка просверленных участков.
Основное отличие от обычного сверла заключается в том, что зенкер имеет больше двух лезвий, шире в диаметре. Такую насадку чаще всего используют для специализированных станков на производстве, вроде сверлильного или токарного, но все чаще можно встретить в инструментарии обычного пользователя. Таким инструментом выполняют следующий спектр действий:
Очищение или шлифовка готовых отверстий;
Увеличение диаметра внешней части или всего углубления;
Обрабатывание торца изделия.
Такими действиям скрываются неровности, улучшается внешний вид всей конструкции. Также подобная работа положительно влияет на качество, долговечность соединения. Кроме этого снижается давление на структуру дерева, что снижает риск появления трещин и изломов.
Распространённая область применения – это создание мебели и деревянных построек, но есть еще ряд других сфер, где применяется это приспособление. А спрос на этот инструмент дошел уже и до обычных покупателей. Зенкерования не стоит путать с зенковкой, ведь эти схожие по название процесс кардинально отличаются друг от друга.
Вырезание пазов на узких поверхностях
Домашний мастер часто сталкивался с необходимостью вырезания пазов для дверного замка или петель. Как правило, для этого использовалось долото и дрель. Но эту процедуру можно осуществить значительно быстрее и легче, если применять фрезер со специальной оснасткой. Такая конструкция позволяет легко создавать пазы на узких поверхностях и представляет собой плоскую основу, крепящуюся на инструмент.
Основное требование к данной конструкции: штыри должны находится по центру обрабатываемого материала. Если это условие было соблюдено, то паз будет находиться строго посередине. Чтобы сместить направление обработки, достаточно одеть втулку необходимого размера на один из штырей. При использовании такой насадки необходимо следить, чтобы её края плотно прижимались к бокам в процессе обработки.
Если нужно вырезать паз на узкой поверхности, а необходимой оснастки нет, то эта проблема решается при помощи двух досок. Они крепятся с обеих сторон изделия в одну плоскость. А сам электроинструмент фиксируется параллельным упором.
Применение такой насадки для фрезера под дверные петли позволяет:
- Сделать максимально точную выемку не затратив много усилий.
- Минимизировать возможность появления ошибки, вероятность которой очень высока без использования шаблона.