

Типы оборудования для производства профнастила
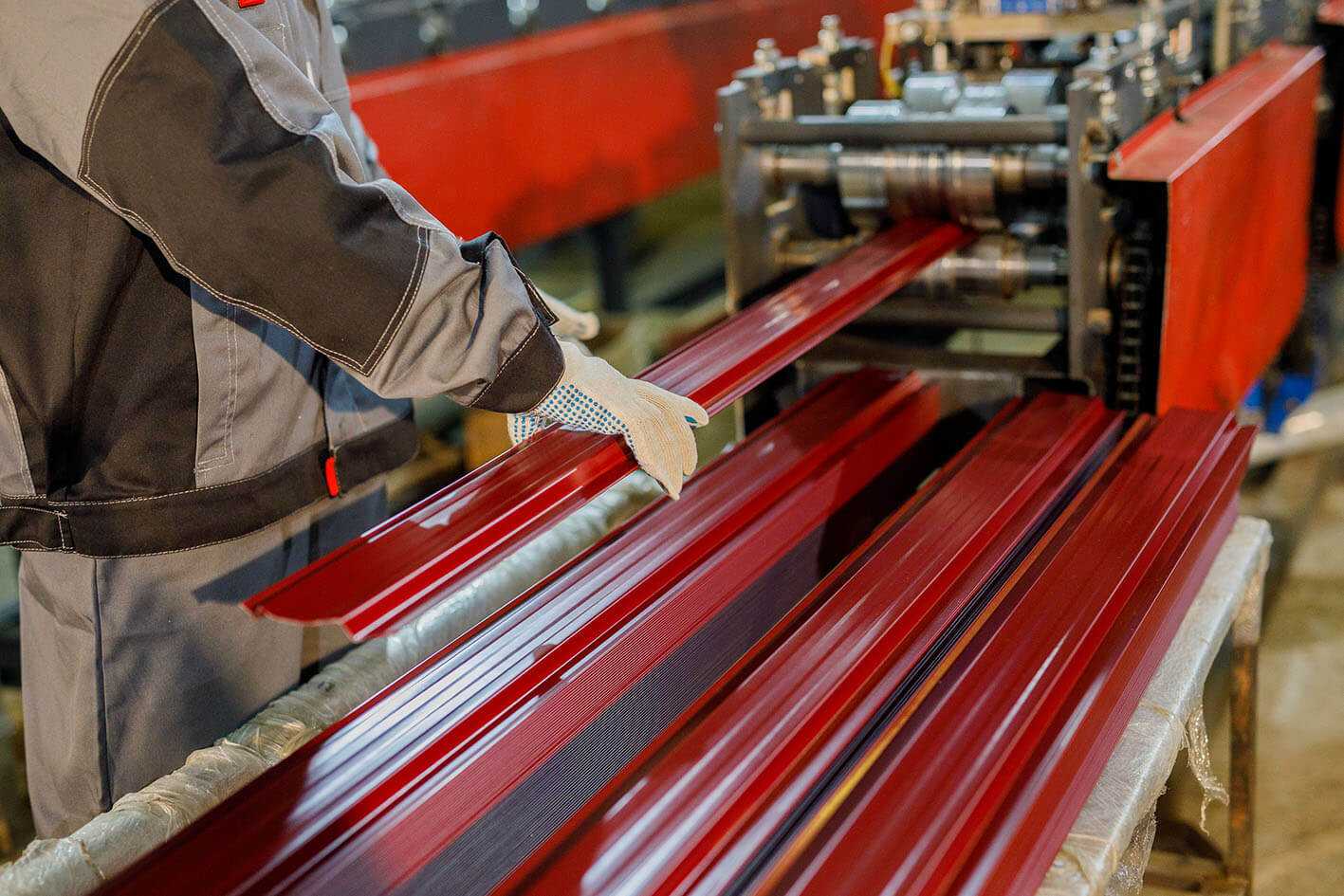
Все оборудование для производства профнастила работает по стандартной схеме. Плоская стальная пластина для придания ей необходимой конфигурации пропускается через систему роликов, которыми оборудована машина, используемая для производства гофрированного картона. В результате такой технологической операции плоская стальная пластина деформируется, приобретая необходимую геометрическую форму.

Размеры и форма валков зависят от конфигурации изготавливаемого на станке профлиста.
В качестве основного сырья, из которого изготавливается профнастил, как уже говорилось выше, используется листовая сталь, поставляемая с производства в рулонах. Если свернутый в такой рулон стальной лист имеет небольшую толщину, развернуть его не составит большой проблемы: это можно сделать даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать стальной лист значительной толщины. При этом станок, используемый для производства профлистов, должен быть оснащен дополнительным приспособлением, которое будет отвечать за гибку металлических листов значительной толщины.
Машина для профнастила в зависимости от требуемой производительности может быть оснащена ручным или механизированным управлением. Конечно, ручной станок для производства профнастила отличается более простой конструкцией. Между тем, принимая решение о применении такого оборудования, следует учитывать, что работа на ручном станке по производству профлиста требует значительных физических усилий, поэтому использовать такое устройство для производства профилированного листа значительной толщины проблематично.

Ручной профильогиб ЛСП-2000 предназначен для производства профилированного листа или металлического короба толщиной до 0,55 мм
Между тем изготовление в домашних условиях станка, оснащенного механизированным участком для производства профнастила, также связано с определенными трудностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее раскрой профилированных листов на изделия определенной длины. Для выполнения этой технологической операции обычные гильотинные ножницы не подходят, так как для этого требуются устройства, рабочие органы которых по форме полностью соответствуют конфигурации стального профилированного листа.

Формование профиля на специализированной линии происходит на прокатном стане
Существует две технологии, по которым можно производить профнастил на специальном оборудовании. Первый из них называется одновременным профилированием и предполагает деформацию обеих сторон стального листа, используемого для изготовления профильного листа. Станки для производства гофрированного листа, работающие по принципу последовательного профилирования, деформируют каждую сторону стального листа отдельно.
Стан для производства профнастила — технические характеристики и стоимость оборудования
Прокатный станок для профнастила имеет следующие основные технические характеристики:
- скорость прокатки — до 40 м/мин;
- производительность — до 32 м/мин;
- длина листа профнастила — от 0,1 до 14 м;
- ширина стали в рулоне — до 1250 мм;
- толщина стального листа — от 0,3 до 1,2 мм;
Ниже в таблице приведены характеристики и стоимость оборудования для изготовления различных марок профилированного листа.
| Марка профнастила |
Количество клетей прокатного стана |
Общий вес оборудования линии, кг |
Стан для производства профнастила, цена в руб. с НДС. |
| С-8 | 10 | 5 650 | 1700 |
| С-10 | 10 | 5 600 | 1750 |
| МП-20 | 13 | 6 800 | 1890 |
| С-21 | 13 | 6 800 | 1850 |
| НС-35 | 16 | 12 500 | 2950 |
| С-44 | 16 | 12 700 | 2950 |
| Н-75 | 27 | 20 500 | 4195 |
Читайте по теме:
Технология и основные этапы производства профлиста
Технология производства профнастила – подробно об этапах изготовления профлиста. Узлы производственной линии, их описание и функции. Читайте статью.
Оборудование для производства профлиста (Китай)
Оборудование для производства профнастила из Китая – почему выгодно? Преимущества станков для производства профнастила из Китая и правила их приобретения. Обо всем этом – читайте в статье.
План запуска бизнеса по производству профнастила
Хотите знать, выгоден ли бизнес по производству профнастила? Какие для него нужны первоначальные инвестиции? Тогда изучите этот бизнес-план по производству профнастила.
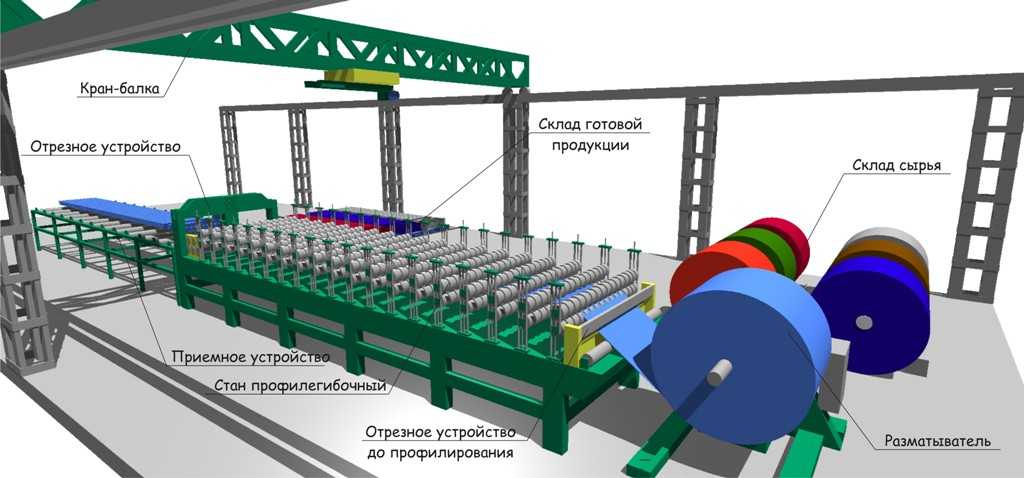
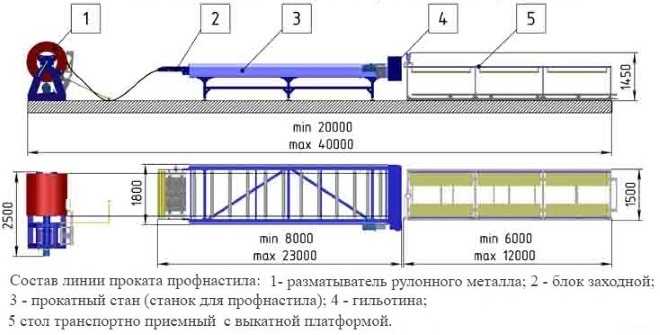
Основное оборудование линии по производству профнастила, его назначение и устройство
Ниже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
Консольный гидравлический разматыватель
Это устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину. Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления. Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.
Устройство для резки металла
Оно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
Прокатный стан (формовочная машина)
Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль. Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа. Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Гидравлические электромеханические гильотинные ножницы
Они служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.







Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
Приемное устройство
В приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад. Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол. Длина приемного устройства может достигать 14м.
Автоматизированная система управления
Как уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.
Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Читайте по теме:
Линия по производству профнастила (Китай)
Оборудование для производства профнастила из Китая – почему выгодно? Преимущества станков для производства профнастила из Китая и правила их приобретения. Обо всем этом – читайте в статье.
Производство профлиста (бизнес-план)
Хотите знать, выгоден ли бизнес по производству профнастила? Какие для него нужны первоначальные инвестиции? Тогда изучите этот бизнес-план по производству профнастила.
Завод по изготовлению профлиста
Список проверенных заводов-производителей профнастила, качество продукции которых подтверждено временем. Особенности компаний и их отличительные черты.
Пошаговый план действия
В связи с достоинствами профнастила, спрос на данную продукцию будет высокий, а соответственно и бизнес по производству материала будет доходным делом. Итак, с чего начинать бизнес:
- Провести маркетинговые исследования по наличию в данном регионе подобных производств.
- Составить подробный бизнес – план, с учетом всех статей расходов. Просчитать доходы, которые можно будет получить, и в какой срок окупятся все расходы.
- Зарегистрировать предприятие как ИП либо ООО. Стать на учет в органах налоговой службы и Фонде социального страхования, Пенсионном фонде.
- Подыскать производственное помещение, заключить договор аренды.
- Подобрать персонал, первоначально понадобится 5-6 человек.
- Приобрести оборудование и сырье.
- Для сбыта продукции провести широкую рекламную кампанию.
Бизнес по производству профнастила — основные правила составления плана
Под термином «бизнес-план» понимают комплекс финансово-экономических расчетов, позволяющих планировать будущие доходы и расходы нового бизнеса, движение оборотных средств, а также сроки окупаемости затрат на организацию производства.
При создании бизнес-плана учитываются следующие факторы:
- затраты на строительство или аренду производственных помещений
- стоимость основного и вспомогательного оборудования, размер амортизационных затрат
- затраты на материалы и энергоносители
- средства на оплату наемного труда и платежи в бюджет
- расходы на сервисное обслуживание и ремонт оборудования
- величину транспортных затрат
- планируемый объем продажи продукции
- затраты на продвижение продукции и ее реализацию (в том числе на рекламу, создание дилерской сети, участие в различных выставках и др.)
Только тщательный анализ всех этих факторов позволит достаточно реально определить доходы от работы производства. Так, например, принято считать, что для получения ощутимого дохода от бизнеса по изготовлению профнастила, ежедневно нужно реализовывать не менее 100 м2 этой продукции. Нужно также обязательно учитывать то, что бизнес по продаже любых строительных материалов, в том числе и профнастила, имеет ярко выраженный сезонный характер.
Ниже приведен пример структуры и оформления бизнес-плана организации производства по изготовлению профнастила, подготовленный для привлечения внешних инвестиций.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
Структура производственных линий
Для обеспечения высокого качества выпускаемой продукции линии производства профнастила должны быть оснащены следующими механизмами и устройствами.
- В такой линии необходим механизм, обеспечивающий фиксацию рулонов стальным листом, а также их размотку. Производство стального профилированного листа в промышленных масштабах предполагает использование в качестве сырья толстолистового проката, масса которого может достигать десяти тонн. Манипулировать такими рулонами без применения специальных приспособлений практически невозможно.
- Специальное устройство позволяет автоматически регулировать степень распиловки заготовки между разматывающим механизмом и приемной частью станка. Линия по производству профнастила обычно обрабатывает листовой металл на высокой скорости, что просто не позволяет вручную регулировать прогиб заготовок.
- Для обеспечения высокой производительности и необходимого качества выпускаемой продукции профессиональное оборудование для производства металлопрофиля комплектуется несколькими группами рабочих валков. Такие группы валков, называемые стеллажами, выполняют различные функции, являясь частью автоматизированной линии по производству профлиста. Как правило, эти стеллажи, состоящие из разного количества рабочих роликов, служат для загрузки металлических листов в зону обработки оборудования, выполнения рабочих операций и выгрузки готовой продукции из станка.
- Поточная линия имеет приводной механизм, мощность которого должна быть достаточной для обеспечения высокой производительности технологических операций, связанных с производством профилированного листа прокаткой.
- Режущий аппарат, которым оснащено профессиональное оборудование для производства профлиста, должен обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на кромках. Наличие таких дефектов значительно снижает стоимость готового изделия.
- Станок для производства гофрокартона в промышленных объемах также должен быть оборудован помещением для хранения готовой продукции.
Структура автоматической линии по производству листов
Производственная линия, предназначенная для производства профилированных листов, может управляться автоматизированной системой или более простым устройством, не способным обеспечить надлежащий уровень автоматизации процесса. Между тем даже операторы с низким уровнем квалификации могут использовать гофромашину, управляемую более простым устройством.
Источники
- https://moybiznes.org/proizvodstvo-profnastila
- https://BusinessMan.ru/new-kak-vybrat-oborudovanie-dlya-proizvodstva-proflista.html
- https://Vproizvodstvo.ru/idei/proizvodstvo_profnastila/
- https://profilesteel.ru/info/articles/stanki-dlya-profnastila/
- https://met-all.org/oborudovanie/prochee/stanok-dlya-proizvodstva-profnastila-proizvodstvo-proflista.html
Сохраните статью в 2 клика:
Полуавтоматическая и автоматическая линия для производства профнастила
Линии по производству профнастила могут быть полуавтоматическими и полностью автоматизированными.
Производительность полностью автоматических линий для производства профнастила значительно выше. Они оборудуются совершенными системами автоматизированного управления на базе современных промышленных контроллеров. Программное обеспечение таких систем позволяет поддерживать оптимальную рабочую скорость, по заданной графической модели профиля листа автоматически выбирать конфигурацию матрицы и пуансона. Системе управления задается и целый ряд других параметров, таких как длина профилированных листов и их количество.
Предусматривается два режима работы системы автоматизированного управления — автоматический и ручной. Ручной режим используется при наладке линии и заправке края рулона металла в листогиб прокатного стана. На пульт управления системы автоматизации выводятся индикаторы всех основных параметров технологического процесса и оповещения о неисправности или аварии.
Для обслуживания автоматической линии для производства профнастила необходим высококвалифицированный персонал, как минимум, один оператор, следящий за линией, и один рабочий, занимающийся транспортировкой рулонов металла и упаковкой готовой продукции. Также необходим специалист по ремонту и настройке подобных линий, однако эта должность может быть совмещена с работой оператора.
Производят такое оборудование многие европейские компании, большой популярностью пользуются и аналогичные станки, изготовленные машиностроительными предприятиями Китайской Народной Республики. При этом китайская линия по производству профнастила, купить которую можно за 600-700 тыс. рублей, по своим техническим характеристикам и эксплуатационным качествам ненамного уступает оборудованию признанных мировых брендов, стоящим значительно дороже.










Поэтому, если вы хотите купить линию по производству профнастила, то внимательно изучите все доступные на рынке предложения, а не сразу делайте заказ представителям известных брендов. Конечно, европейские станки, как правило, надежнее и с лучшими техническими характеристиками, однако китайские значительно, часто в разы, дешевле в обслуживании и ремонте. Кроме того, китайские производители значительно чаще своих коллег идут навстречу своим покупателям и могут доработать линию, исходя из ваших потребностей.
Ниже в таблице приведены цены на производственные линии по выпуску нескольких марок профилированного листа, изготавливаемых российскими предприятиями.
| Наименование оборудования |
Линия для производства профнастила, цена базовой комплектации в руб. с НДС |
Срок изготовления под заказ, мес. |
| Линия кассетного типа для производства профнастила С-8 (производительность 20 м/мин) |
1 540 000 | 2,5 |
| Сменная касета для производства профнастила С-10(С-12) |
1 100 000 | 2,5 |
| Линия кассетного типа для производства профнастила С-10 (С-12), (производительность 20 м/мин) |
1 600 000 | 3,0 |
| Сменная касета для производства профнастила С-21 |
1 300 000 | 3,0 |
| Линия кассетного типа для производства профнастила НС-35 (производительность16 м/мин.) |
2 720 000 | 3,5 |
| Сменная капсета для производства профнастила С-44 |
2 400 000 | 3,5 |
Сменная кассета позволяет быстро перестраивать прокатный стан производственной линии на выпуск другой марки профнастила.
Вне всякого сомнения, основой для производства высококачественного профилированного листа является надежное и качественное оборудование. Но понятно и то, что для установки его необходимы соотвествующие производственные площади, то есть необходим цех.
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
 Для изготовления используются 3 вида станков:
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Описание установки и узлов
Для выпуска качественной продукции подбирается оборудование и узлы.
К таким приспособлениям относятся:
- Механизм для фиксации рулонов. На крупные предприятия поставляются оцинкованные листы в виде рулонов, вес которых составляет до 10 тонн. В процессе работы их требуется раскрутить. Именно для этого применяется механизм.
- Автоматическое приспособление, которое регулирует провисание заготовки между механизмом подачи и прокатным станом. Скорость процесса работы большая и оператор не в состоянии проконтролировать и успеть сделать корректировку.
- Сменный инструмент стана для прокатки должен иметь 2−3 комплекта. В случае изменения типоразмеров профнастила они меняются.
- Мощность электрического привода определяет скорость работы линии.
- Рабочий инструмент гильотинных ножниц должен быть заточен в соответствии с технологией. От этого зависит наличие заусенцев в момент обрезки.
 Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Заготовка прокатывается между вальцами, которые располагаются вверху и внизу. Зазор между ними должен соответствовать толщине прокатываемого металла. Процедура прокатки проводится несколько раз. Это необходимо по причине отпружинивания металла, который невозможно деформировать на нужную величину за 1 раз.
Процесс изготовления профнастила можно проводить на самодельном оборудовании. Однако производительность такого станка будет невысокой. В случае необходимости изготовления больших партий в течение длительного времени, работы следует выполнять на автоматических линиях.
https://youtube.com/watch?v=gP-x8P0rwRM
Организационные мероприятия
Перед запуском производства нужно заблаговременно решить все вопросы, связанные с его организацией. Основными из них являются:
- Проведение исследований на предмет наличия подобных производств в конкретной местности.
- Разработка подробного бизнес-плана, включающего все необходимые финансовые расчеты.
- Выбор правовой формы и регистрация предприятия в государственном органе.
- Аренда или приобретение производственных площадей.
- Наем персонала в количестве, соответствующем масштабу деятельности.
- Приобретение и монтаж оборудования, закупка первой партии сырья.
- Организация рекламной кампании.
Регистрация производства
Оформление деятельности предусматривает выбор одной из двух организационно-правовых форм: ООО или ИП. Производство профнастила лучше всего зарегистрировать в статусе ООО, это позволит без затруднений сотрудничать с крупными организациями и государственными предприятиями. Сам процесс включает несколько этапов:
- подготовка пакета документов;
- обращение в налоговый орган;
- выбор системы налогообложения;
- получение свидетельства о постановке на учет в течение 5 рабочих дней.
Потребуется наличие следующих документов:
- заявление;
- паспорт учредителя;
- решение об учреждении юридического лица;
- устав общества;
- квитанция об оплате государственной пошлины.
При заполнении документов необходимо указать код ОКВЭД, соответствующий конкретной деятельности, в данном случае – 24 (Производство металлургическое).
Несмотря на то что профилированный лист не подлежит обязательной сертификации, его производство рекомендуется осуществлять, придерживаясь нормативов ГОСТ 24045-94.
Поиск помещения под цех
Производственные площади можно взять в аренду или приобрести (в зависимости от размеров стартового капитала). Размещение деятельности за пределами города обойдется значительно дешевле, чем в его черте. При поиске помещения необходимо учитывать наличие подъездных путей для грузовых автомобилей. Общая площадь предприятия должна быть не менее 300 м2 и состоять из следующих блоков:
- зона для производственных операций – 150 м2;
- участок для хранения сырья – 50 м2;
- склад готовой продукции – 100 м2.
Идеальным вариантом будет помещение с несколькими входами, позволяющими одновременно принимать сырье и заниматься отгрузкой готовой продукции. Основные требования к цеху:
- наличие и исправность необходимых коммуникаций: системы отопления, электросети (линия в 380 В), холодного и горячего водоснабжения, вентиляционной системы;
- напольное покрытие должно быть ровным и выполненным из бетона;
- рекомендуемая температура воздуха в помещении – не ниже 10 °С;
- оснащение производства спецтехникой с грузоподъемностью не менее 5 тонн (например, монорельс или кран-балка).
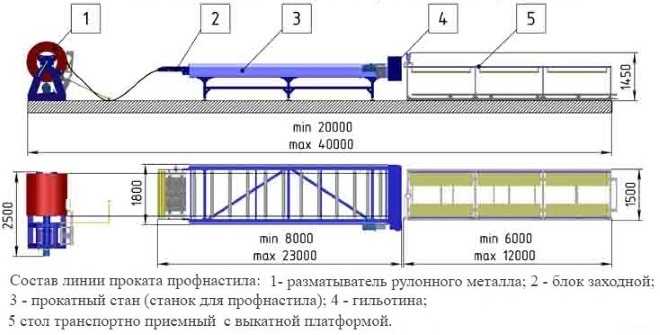
Закупка оборудования и сырья

Для запуска проекта понадобится производственная линия. Всю технику можно приобрести по отдельности, но лучше всего, если она будет уже полностью укомплектована производителем. В производственную автоматизированную линии включены:
- разматывающее устройство;
- гильотина;
- прокатный стан;
- блок автоматического управления;
- приемный стол;
- кран-балка;
- вилочный погрузчик.
Изготовление профнастила подразумевает использование стали высшей или первой категории:
- оцинкованный рулонный материал;
- рулонный, имеющий полимерное покрытие;
- алюмоцинковый с покрытием.
Заготовки для производства профилированного листа можно приобрести как у российских производителей, так и у европейских поставщиков.
Формирование штата сотрудников
Для функционирования предприятия потребуются работники, количество которых будет зависеть от режима работы компании и масштабов производства. В штат будут входить:
- руководитель;
- оператор, отвечающий за действие всей линии (для одной смены понадобится 4–6 человек);
- мастер;
- технолог;
- работник склада;
- разнорабочий;
- водитель;
- уборщик;
- менеджер по закупкам и продажам;
- бухгалтер.
Крепление профилированного листа
К установленным металлическим опорам по всей протяженности забора привариваются продольно лаги (планки) обычно в два ряда для соединения соседних столбов. Высота их расположения должна быть такой, чтобы надежно фиксировать профлист, предотвращать его возможные деформации.










Профлист может непосредственно касаться верхней поверхности цоколя забора, если требуется получить глухой забор, не имеющий никаких проемов и зазоров. Часто также возводят забор, где между нижней частью профлиста и поверхностью цоколя есть небольшой зазор. Выбор здесь – дело вкуса хозяина участка, его приоритетов, а также тех целей, которые должен выполнять забор.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Оцинкованная сталь для изготовления профлиста
Для изготовления листовой оцинкованной стали применяется холоднокатаная низкоуглеродистая рулонная сталь, при этом качество поверхности оцинкованного листа должно соответствовать ГОСТ 16523-89. В зависимости от способа производства, оцинкованная листовая сталь может быть нескольких категорий:
- оцинкованная листовая сталь с индексом ХШ предназначается для холодной штамповки;
- листовая сталь, предназначенная для холодного профилирования, имеет индекс ХП;
- оцинкованный лист для нанесения лакокрасочного покрытия имеет индекс ПК;
- оцинкованная листовая сталь общего назначения маркируется индексом ОН.
Оцинкованная сталь различных марок может отличаться толщиной антикоррозионного цинкового покрытия, причем эта толщина может быть неодинаковой по поверхности листа, что называется «разнотолщинностью» покрытия. Оцинкованный лист с нормальной разнотолщинностью маркируется НР, с уменьшенной — обозначается индексом УР.
Толщина цинкового покрытия может быть 3-х категорий:
- категория 2 — толщина слоя цинка 10-18 мкм
- категория 1 — толщина цинкового покрытия 18-40 мкм
- категория П — толщина слоя цинка 40-60 мкм
Различают оцинкованный лист и по глубине вытяжки: ВГ — весьма глубокой, Г — глубокой и Н — нормальной. Именно этот показатель определяет механические характеристики металлического листа.
Оцинкованный металл для производства профнастила должен быть нормальной разнотолщинности, иметь первую категорию защитного цинкового покрытия и соответствовать группам ХП или ПК. Срок службы профилированного листа, изготовленного из такой оцинкованной стали, может достигать 40 и более лет. Именно такой срок службы гарантирует высококачественное сырье для производства профнастила, цена которого составляет приблизительно 50 тыс. руб. за 1 тонну.
Если цена металла для профнастила существенно ниже, то, скорее всего, речь идет о листовой стали с меньшей толщиной цинкового покрытия, что существенно снижает срок службы профнастила. Некоторые производители вместо 280 г/м², необходимых для первой категории толщины покрытия, снижают его расход до 150 или даже 100 г/м², что более чем в 2 раза меньше нормы.
Поэтому если вы заинтересованы в качестве своей продукции, лучше купить металл для производства профнастила, произведенный одной из крупных металлургических компаний, чья продукция давно известна на рынке своим качеством и пользуется заслуженным спросом. Металл для изготовления профнастила производят такие крупные предприятия, как ММК (Магнитогорский металлургический комбинат), НЛМК (Новолипцкий металлургический комбинат) и Северсталь.
На крупных предприятиях налажен жесткий контроль качества готовой продукции, поэтом каждый произведенный ими рулон листовой стали имеет сертификат и свой «индивидуальный» паспорт.
Достаточно высоким спросом на рынке пользуется и тонколистовая сталь европейских производителей, например металлургических предприятий Словакии. Производимое этими компаниями сырье для профнастила, цена которого позволяет ему успешно конкурировать с продукцией российских производителей, отличается высоким качеством. Европейская норма нанесения на металл слоя составляет цинка 275 г/м², что соответствует толщине слоя приблизительно 25 мкм и соответствует 1-й категории защитного покрытия.
Кроме металла, произведенного в Словакии, на рынке можно купить металл для профнастила, изготовленный Германии, Англии, а также на предприятиях Украины и Южной Кореи.