

Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
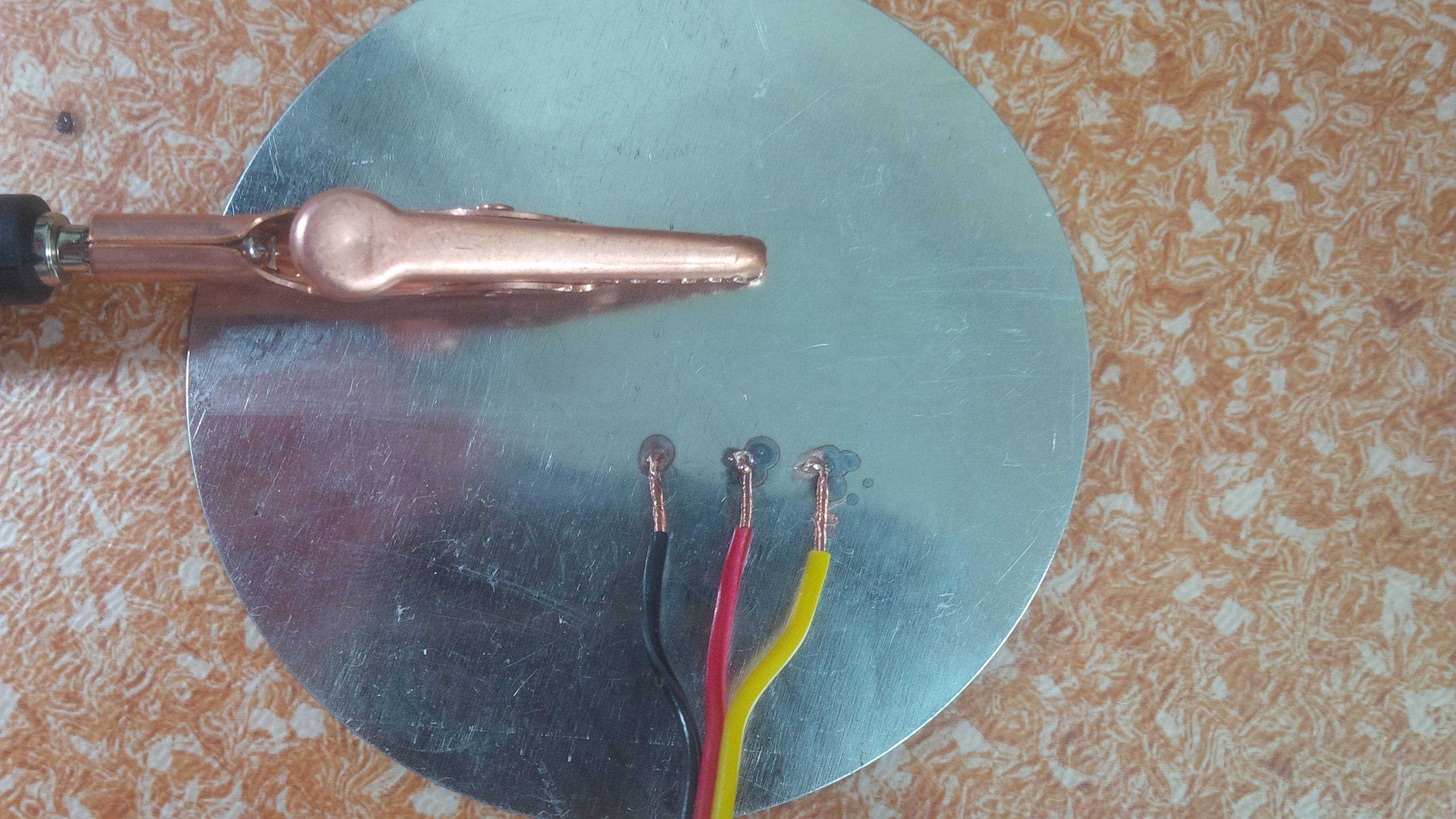
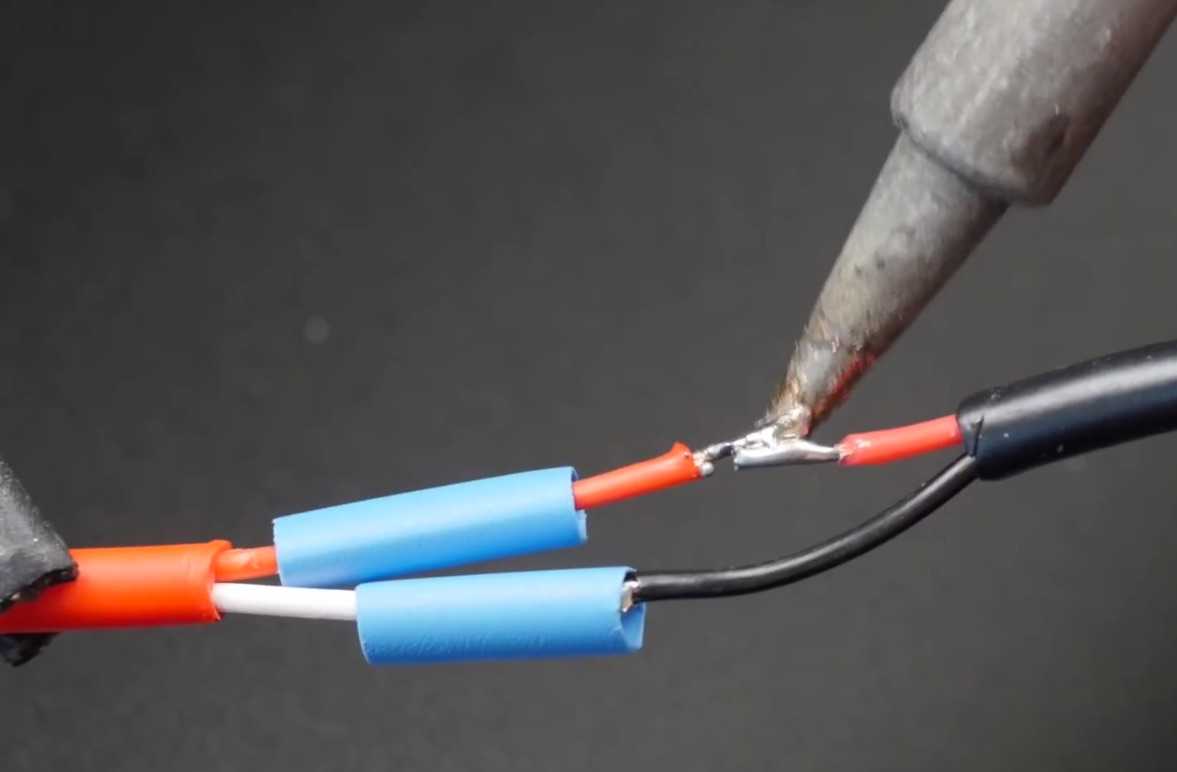
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
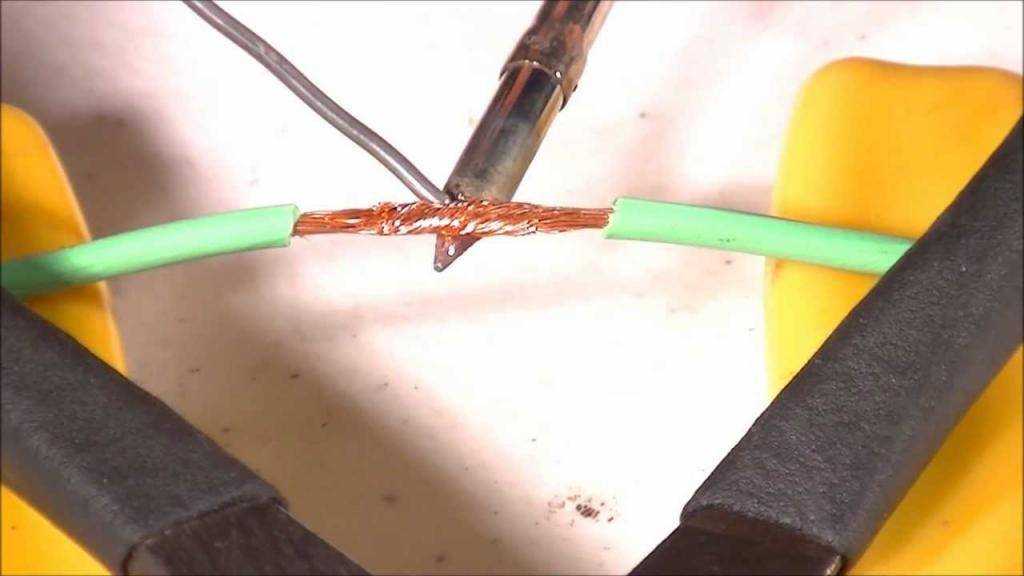
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
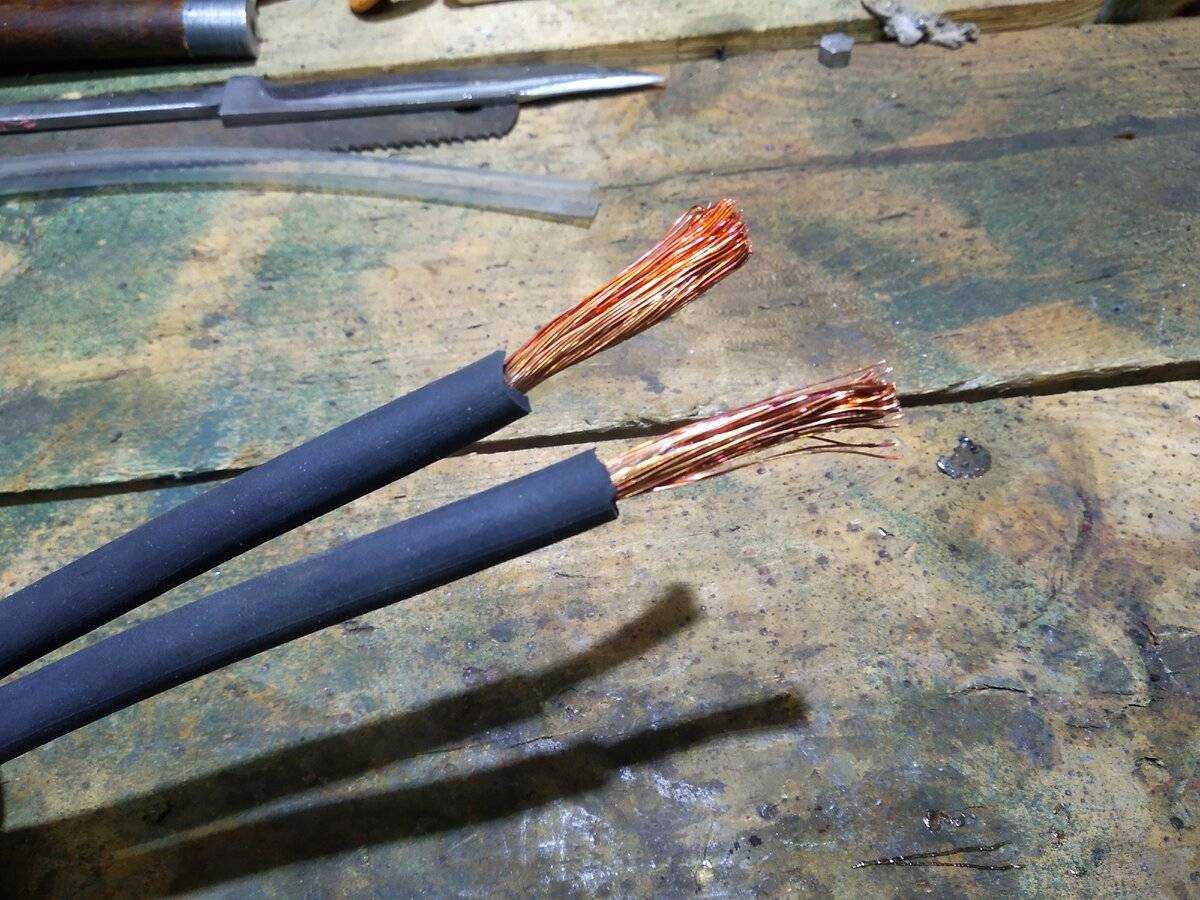
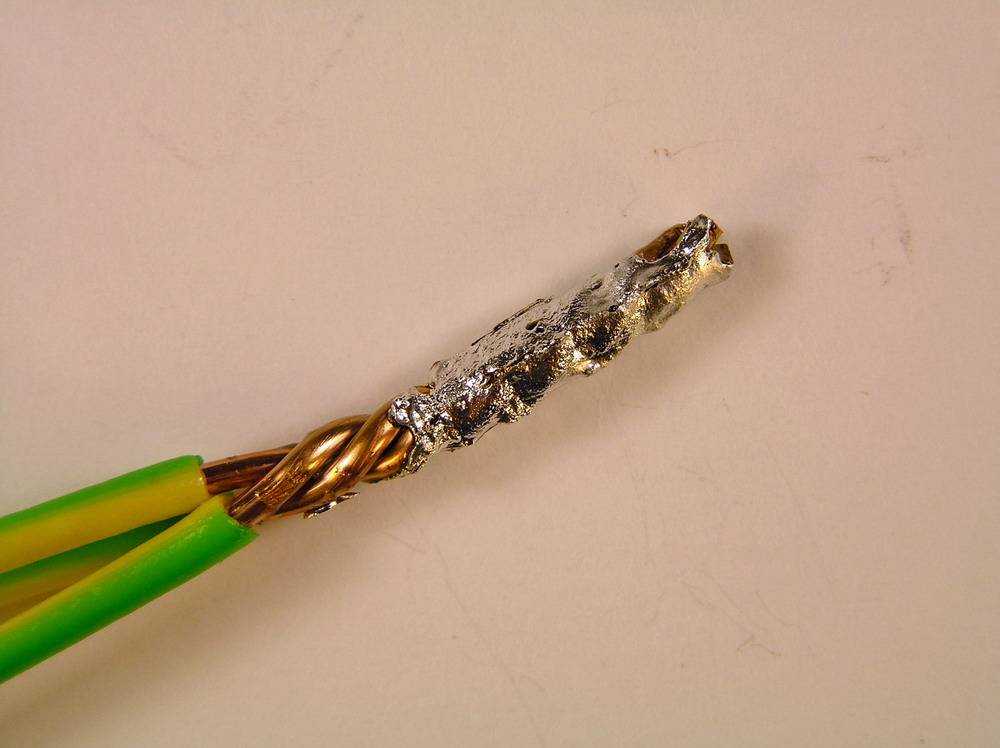
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
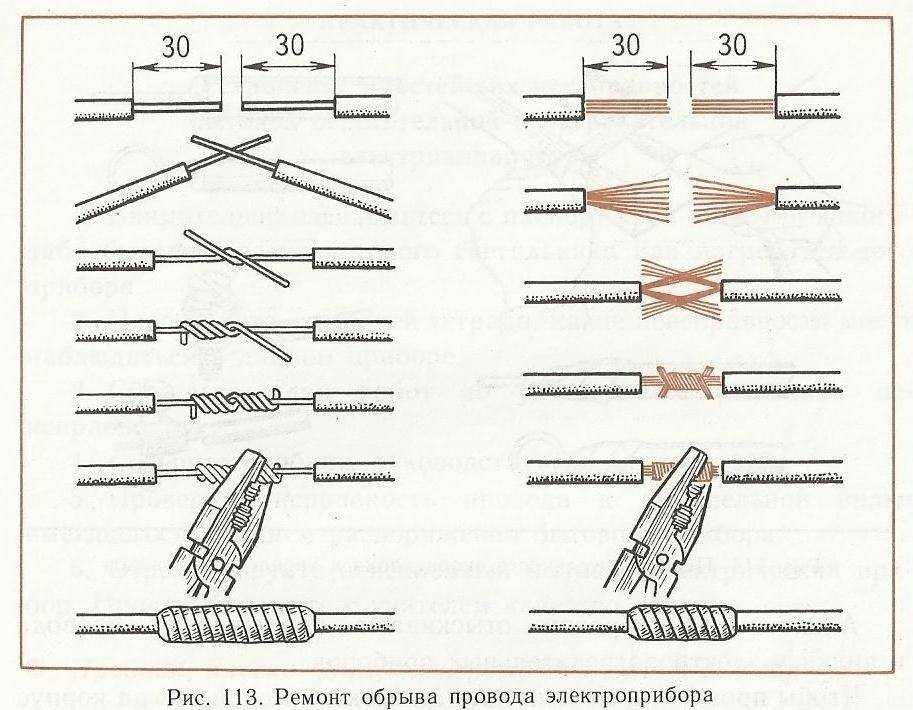
С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса
Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
При пайке скрутки специалисты должны заполнить припоем все неровности.
По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.. Зачистка проводов от изоляции
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом. Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Дополнительные технологические операции
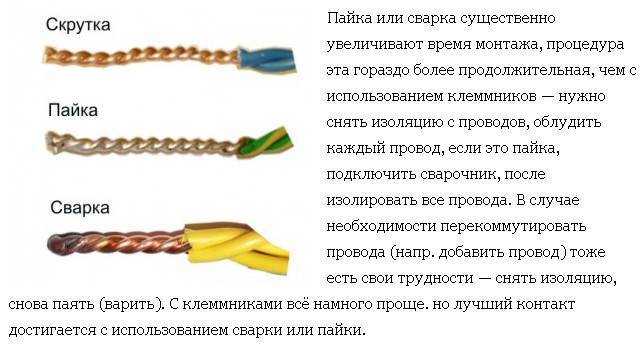
Так как ПУЭ запрещает выполнять одну лишь скрутку, а соединять разные материалы нельзя, то процесс скрутки должен заканчивается клеммником или пайкой. Чтобы сделать соединение надёжным, используются следующие технологические операции:
- пайка;
- сварка;
- винтовые зажимы;
- обжим в специальных пружинных устройствах;
- опрессовка.
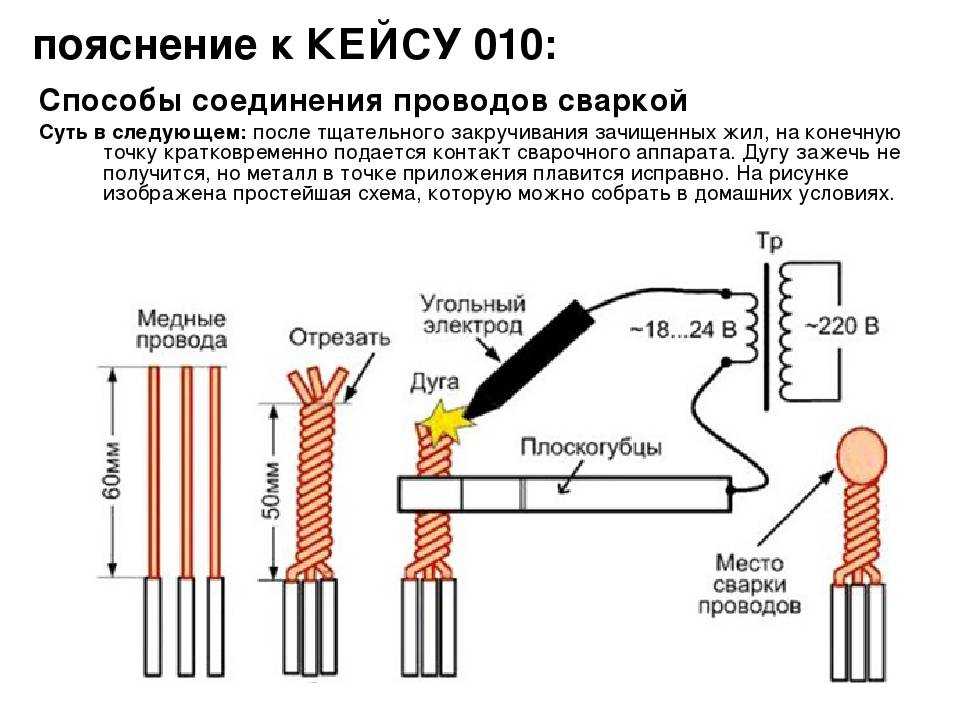
Пайка и сварка при соединении
Единственный недостаток этой операции — трудоёмкость работы. Для проведения пайки потребуется олово и флюс. При работе с медью в виде флюса используется канифоль, в то время как для алюминия применяются высокоактивные флюсы, содержащие олеиновую кислоту и йодид лития. Если для пайки меди хватает паяльника мощностью до 100 Вт, то алюминий сваривают с помощью газовой грелки, температура нагрева должна составлять 400— 500 градусов. Припой для меди используется свинцово-оловянный. А для алюминия с содержанием цинка.
Сама технология проста, так как теплопроводность скрутки больше, чем припоя, то при расплавлении он переходит на место соединения, создавая тонкий слой. При пайке не допускается больших наплывов припоя, он должен располагаться равномерно по всей поверхности.
Применение винтовых зажимов
Винтовые зажимы в своём принципе действия подразумевают механическое сдавливание скрученных поверхностей при помощи болтового соединения. Для этого используются стальные колодки. Готовая скрутка или отдельные жилы провода укладывается под стальную шайбу и сжимаются вкручиванием винта. При этом прижим осуществляется как самой шайбой, так и только винтом. Первый способ лучше, так как поверхность соприкосновения больше.
Сама клеммная колодка выглядит в виде пластины на изоляторе с группой контактов. С помощью клеммных колодок соединяются как медные провода, так и алюминиевые, разного сечения.
Использование пружинных устройств
Позволяют осуществлять самое быстрое соединения без применения инструмента. Распространённое применение получили клеммники Wago. Они выпускаются не только разных размеров, но и под разное количество соединяемых проводов. С их помощью соединяются одножильные и многожильные провода разного сечения и вида. Провода объединяются как по отдельности, так и между собой. Для этого клеммники имеют защёлку-флажок, который позволяет уложить провод и зажать его внутри после защёлкивания. Или использовать приспособление в виде клипс.
https://youtube.com/watch?v=VSYBrqBt7Bs
С помощью клеммы Wago можно соединять и алюминий с медью между собой. Но для этого используется специальная паста, предотвращающая доступ воздуха, а жилы проводов разводятся по отдельным ячейкам.
Опрессовка соединяемых шнуров
При необходимости соединить провода большого сечения используются наконечники (гильзы). Провода зачищаются и вставляются в гильзы, затем с помощью пресс-клещей происходит сжатие гильзы и провод обжимается. Такое соединение считается надёжным, но требует специализированного инструмента.
Своего рода опрессовкой считаются и соединительные изолирующие зажимы (СИЗ). После скрутки провода, в зависимости от диаметра, колпачки накручиваются сверху на соединение, поджимая контакт и изолируя его.
Последний завершающий этап после выполнения соединения — это тщательная его изоляция. В качестве изолятора используется диэлектрическая изолента или термотрубка. Изоляция должна быть больше на 2—3 см, чем само место соединения. Изоляция должна проводиться качественно, иначе существует возможность возникновения пробоя между проводами, что приведёт к короткому замыканию.
Итак, как выбрать паяльник для пайки проводов

В качестве примера рассмотрим обычные провода, сечением 0,8 – 3,5 квадратов, что является самым распространенным размером при бытовых монтажных работах.
Более тонкие провода применяются при сборке монтажных плат, и для работы с ними подходит паяльник для микросхем. Более толстые проводники применяются в энергоснабжении, там несколько иная технология пайки.
Мощность паяльника
Прежде всего, паяльник подбирается по мощности, а не по температуре жала. Провода, особенно медные, имеют высокую теплопроводность.
Когда вы касаетесь кончиком паяльника места пайки, часть тепловой мощности моментально рассеивается по проводнику. Это необходимо учитывать, зная толщину жилы.
Паяльник для проводов должен иметь мощность 40-60 Вт. Меньшая мощность будет распределяться по кабелю, и вам придется затрачивать много времени на разогрев места соединения.
- Качество пайки ухудшится.
- От продолжительного нагрева повредится изоляция.
Слишком высокая мощность моментально выпарит флюс и также расплавит изоляцию.
Неправильно подобранная температура доставляет дискомфорт радиолюбителю. Как правило, один из спаиваемых проводов приходится удерживать руками. Если он разогревается по всей длине – можно обжечь пальцы.




Мощность считается достаточной, если на спайку уходит не более 2-3 секунд. Разумеется, при условии полного расплавления припоя и растекании его по металлу проводника.
ВАЖНО! Лучше выбрать более «холодный», но мощный паяльник с толстым жалом, чем маломощный но «горячий».
Правильное жало
Идеальный вариант для соединения проводов – медное жало с расплющенным концом.

Жало паяльника плоское
Медь позволит накопить достаточно тепловой энергии, чтобы она не рассеивалась по проводам. А плоский конец обеспечит широкое пятно контакта.
Недостаток медного наконечника – склонность к окислению. Даже тончайший слой окисла становится теплоизолирующей прокладкой, ухудшая нагрев рабочей зоны.
Можно паять и современными коническими жалами из композитных материалов или керамики.

Керамическое жало
Разница лишь в методике. Такое жало необходимо прижимать не поперек, а вдоль, что не всегда удобно.
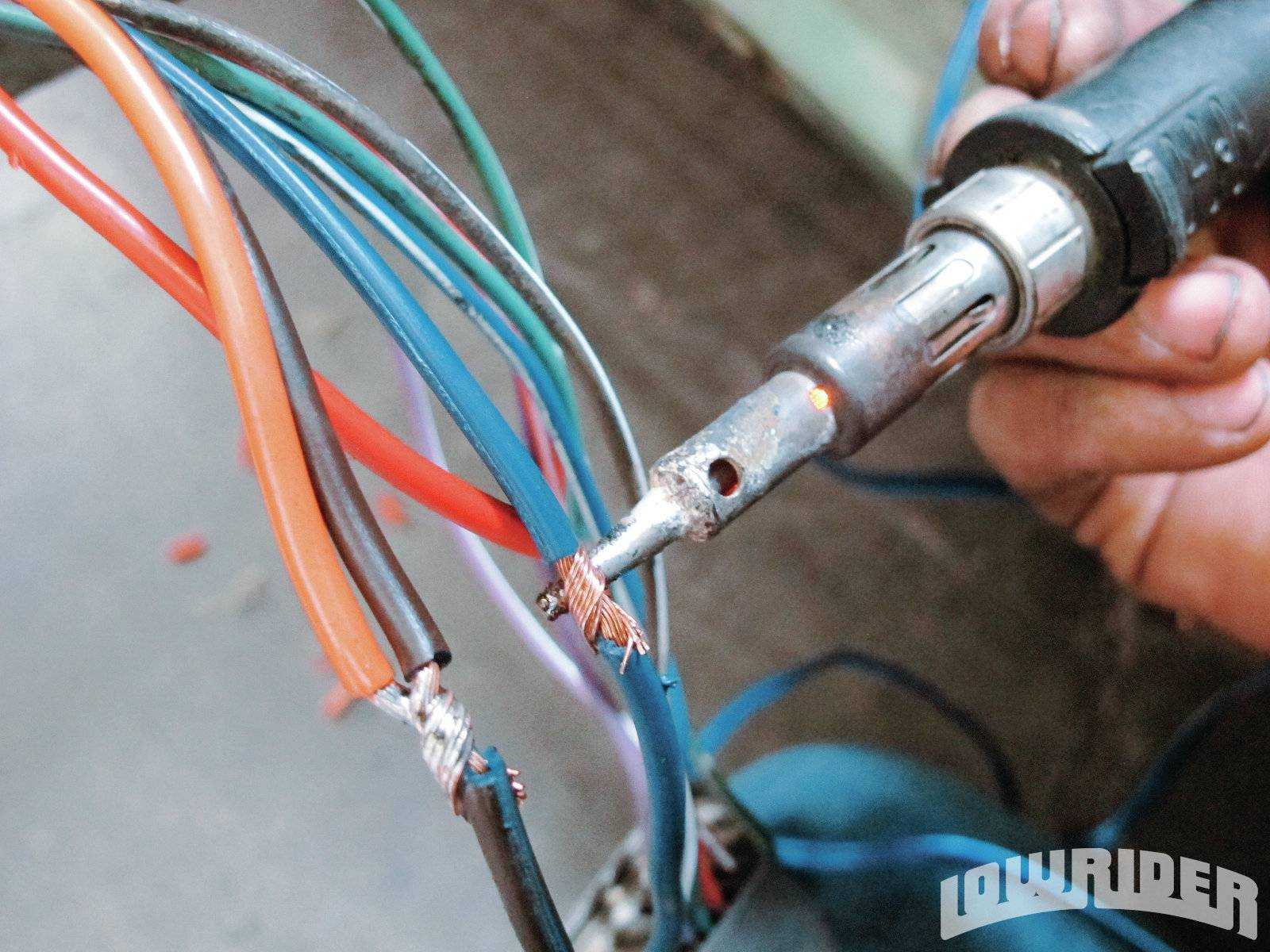
Паяльный пистолет мгновенного нагрева
Неплохой вариант для пайки проводов. Высокая температура наконечника и протекающий ток от трансформатора моментально прогревают место спайки, не успевая расплавить изоляцию.

Электрический паяльник — пистолет
Если жало имеет форму петли – можно охватывать спайку со всех сторон, повышая эффективность нагрева. Однако такие паяльники стоят дороже обычных.
Трудности пайки алюминиевых проводов
Помимо оксидной пленки и отсутствия визуального контроля за температурой нагрева металла, существует еще несколько сложностей. Пайка алюминиевых одножильных проводов должна проводиться всего за несколько секунд, чтобы не повредить самому проводу. Температурное воздействие на алюминий подвергает структуру металла изменениям, в результате чего он теряет свою прочность и гибкость.

Пайка алюминия паяльником в домашних условиях
Практически все процедуры, вне зависимости о того какой вид пайки используется, должны проходить полный круг подготовительных процедур, куда входит лужение, обработка флюсом и зачистка. Именно такие процедуры помогают ликвидировать оксидную пленку, благодаря которой получается основная масса брака при пайке. Еще одной сложностью становится правильный выбор параметров, так как рабата с тонкими элементами требует деликатного подхода. В то же время, небольшая толщина изделий помогает беспроблемно производить все в домашних условиях без явной потери качества.
Способы пайки алюминиевых проводов
Пайка алюминиевых проводов в домашних условиях может осуществляться несколькими способами. Одним из основных является пайка алюминиевых проводов паяльником, так как это один из самых простых и распространенных инструментов, который есть в каждом доме. Достаточно подобрать паяльник требуемой мощности, чтобы расплавить припой и сделать соединение. В отличие от других способов, он наиболее прост в подготовке, но требует, чтобы рядом находился источник электричества. В отличие от горелки, паяльник является более грубым методом, так что для работы со слишком тонкими материалами он может оказаться непригодным.

Пайка алюминия паяльником
Способ при помощи горелки, которая может быть газовая или бензиновая, помогает проводить более деликатные процедуры, так как тут легче регулировать температуру и газ отлично прогревает не только сам провод и припой, но и области, которые находятся рядом с ними. Подготовка горелки более длительная процедура, так как ее нужно заправлять, подбирать режим и так далее. Также это менее безопасный вариант, но после всего не нужно ждать, пока инструмент будет долго остывать, как это происходит при работе с паяльником.
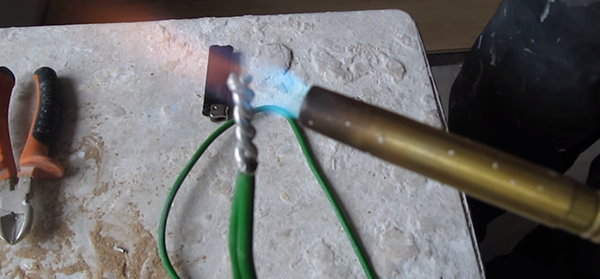
Пайка алюминиевых проводов горелкой
Подготовка к пайке
Вне зависимости от того, происходит пайка алюминиевых проводов с медными, или с такими же, как и они, следует ответственно отнестись к подготовке, так как от этого зависит успех операции. В первую очередь нужно заняться зачисткой поверхности, что помогает убрать оксидную пленку. Для проводов подойдет мелкозернистая наждачная бумага или какой-либо аналогичный вариант. После этого следует залудить конец провода, который будет спаиваться и, если все производится при помощи паяльника, следует залудить и жало паяльника. Несмотря на проблематичность использования некоторых разновидностей флюса, в качестве заменителя можно применять металлическую стружку припоя или же какие-либо жидкие варианты, которые улучшат смешиваемость и увеличат скорость соединения.
Пошаговая инструкция
- Первым делом необходимо подготовить все имеющиеся инструменты и расходные материалы, которые должны быть всегда под рукой, а также освободить рабочее место от лишних предметов;
- Подготовить металл к спаиванию, проведя зачистку, обработку флюсом, лужение и прочие процедуры;
- После этого нужно установить технику на требуемый режим, чтобы не испортить заготовки во время спаивания и все прошло максимально качественно;
- Далее, точными и быстрыми движениями нужно осуществить само спаивание, поднеся небольшую часть припоя к проводам, и нанеся его на их концы, соединив в единое изделие;
- После этого нужно дать остыть металлу и проверить прочность соединения.
Таблица режимов пайки
|
Диаметр провода, мм |
Расход материала, граммы |
Продолжительность пайки, сек |
|
|
припой |
бензин |
||
|
2,5-4 |
1 |
5,5 |
25 |
|
6 |
1,5 |
7 |
30 |
|
10 |
2 |
11 |
55 |
Техника безопасности
Работа должна проводиться только при помощи исправных инструментов. При использовании флюсов стоит обеспечить нормальное проветривание помещения, так как многие из них не только издают неприятный запах, но и оказываются токсичными. Паяльник не стоит бросать включенным и он всегда должен находиться в безопасном месте, где нет рядом ни каких легко воспламеняемых предметов. Такие же меры безопасности требуется соблюдать и при работе с горелкой, только здесь еще и сам источник пламени требуется держать максимально далеко от емкости с расходным материалом, чтобы не произошло взрыва.
Методики пайки с паяльником
Что нужно для пайки? Работая с металлами, необходимо использовать расходные материалы: флюс или канифоль, в результате чего получается прочное неразъемное соединение.
Важно! Дополнительные составы нужны для обеспечения высокой адгезии припоя с деталями. Спаянные детали
Спаянные детали
Канифолью
Канифоль – это похожий на стекло материал с температурой размягчения в пределах 55–70℃. Для его производства используют смолу хвойных пород дерева. Регламент прописан в ГОСТах 19113-84 и 14201-83, где сказано, что продукт растворяет патину. Рабочий диапазон температур при пайке бытовых приборов составляет 100–130℃.





Вам это будет интересно Описание и использование неодимового магнита
Канифоль используется в 2 случаях:
- Подготовка жала к работе – его зачистка, нагрев, покрытие расплавленным компонентом воска, а после – оловом. Аналогичным образом обрабатывают детали, распределяя припой.
- Работа с деталями, которые не нуждаются в подготовке. В данном случае выполняется лужение контактной поверхности, для этого применяется полый пруток из сплава свинца и олова, внутри которого находится канифоль.
Канифоль
Флюсом
Флюс поступает в продажу в жидком состоянии, либо в виде геля, пасты, порошка, что объясняется разным составом материала. Так, первые используют для работы с микросхемами, а последние – с медными трубами. Все материалы можно разделить на три группы:
- Нейтральные, без кислот в составе и с минимальной токопроводящей способностью.
- Активные – с соляной кислотой в химическом составе.
- Защитные – для исключения разрушения контактов и возникновения ржавчины.
Важно! Флюс из активной группы нельзя использовать в качестве изоляционного материала из-за низкого сопротивления электричеству. К нейтральным материалам можно отнести порошкообразную канифоль, которую разбавляют в техническом спирте, глицерине или скипидаре
Данное средство применяется для работы с микросхемами и радиотехникой, медью и сплавами на ее основе. Допустимо присутствие тонкой пленки оксидов
К нейтральным материалам можно отнести порошкообразную канифоль, которую разбавляют в техническом спирте, глицерине или скипидаре. Данное средство применяется для работы с микросхемами и радиотехникой, медью и сплавами на ее основе. Допустимо присутствие тонкой пленки оксидов.
Флюс
В других двух компонентах может присутствовать канифоль в сочетании с органическими компонентами. Такие составы актуальны для пайки меди, алюминия, никеля, серебра и стали. Для сложных работ существуют соединения с добавками хлористого цинка, и они служат защитой металла от коррозии.
Подготовка перед пайкой
Перед началом пайки надо провести подготовительные работы. Только тогда пайка будет успешной.
Подготовка паяльника
Обгоревшее жало паяльника – им работать нельзя
Первое, на что надо обратить внимание – состояние жала паяльника. Оно должно быть хорошо облужено, не иметь раковин, нагара и т.п
Если это не так, рабочую поверхность надо подготовить. Нагар счищается с помощью напильника, им же спиливается верхний слой меди до исчезновения раковин. Поверхности жала придается удобная для работы форма.
Зачищенное, готовое к облуживанию медное жало
Перед включением паяльника в сеть, желательно покрыть рабочую поверхность слоем флюса, чтобы избежать преждевременного (пока не достигнута температура плавления припоя) окисления меди. Как только жало прогреется, надо натереть его кусочком припоя до получения равномерного покрытия.
Покрытие рабочей поверхности жала припоемОблуженное, готовое к работе жало
Сейчас часто применяются паяльники со стальными жалами, рабочая поверхность которых имеет гальваническое покрытие. Такие жала зачищать напильником нельзя. Если счистить слой покрытия, облудить поверхность не удастся, и жало придется утилизировать. К такому же исходу может привести работа с кислотными флюсами. Кислота «съест» тонкий слой покрытия, и жало станет непригодным для дальнейшего применения.
Подготовка спаиваемых поверхностей
Спаиваемые поверхности (контактные площадки, провода, выводы электронных компонентов, разъемов и т.п.) перед соединением надо осмотреть на наличие окислений и загрязнений. Если они присутствуют, рабочие участки надо очистить. Непрочные загрязнения смываются растворителем. Окислы и стойкую грязь снимают механическим путем. В зависимости от прочности мешающей субстанции можно применить (в порядке возрастания):
- жесткий («чернильный») ластик;
- абразивную бумагу различной зернистости;
- скальпель или другой острый инструмент;
- напильники с различным размером насечки.
С проводов надо снять изоляцию на необходимую длину.
Окисленные (слева), зачищенные (в центре) и облуженные, готовые для пайки (справа) выводы конденсатора.
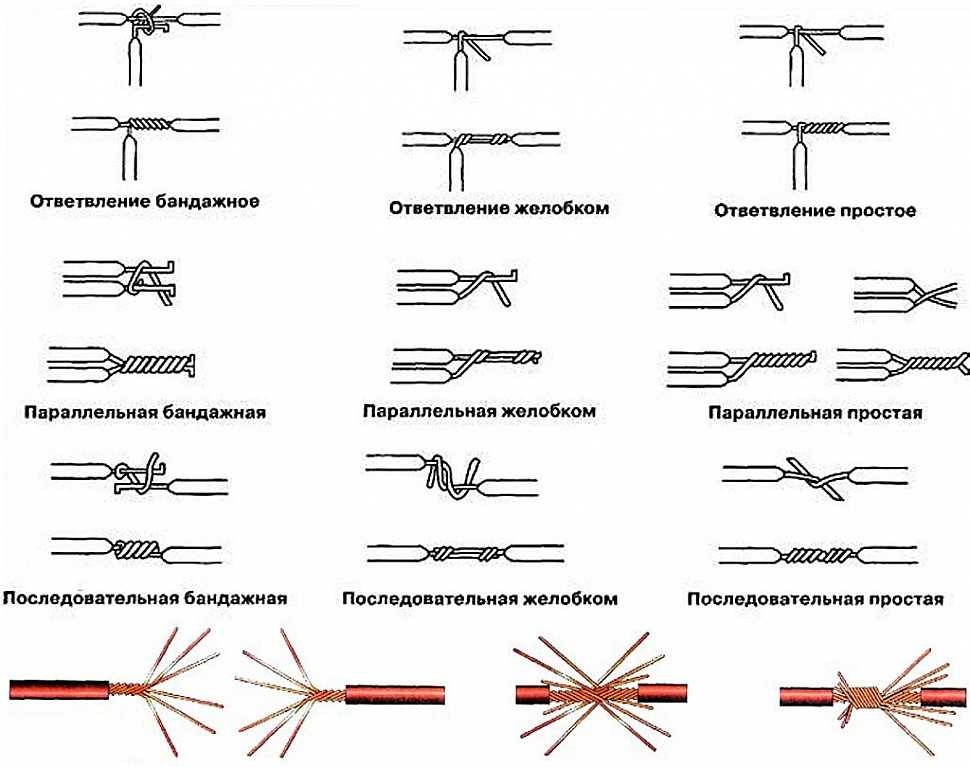
Соединение проводов опрессовкой

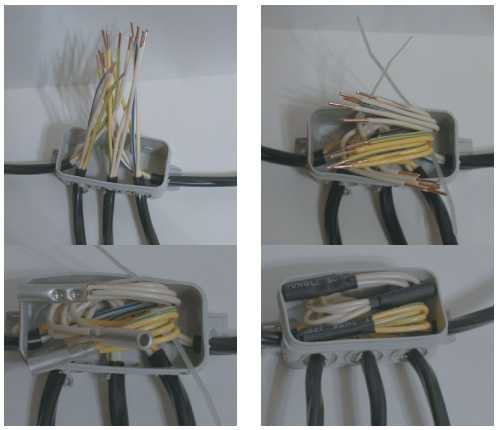
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.

В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.

При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
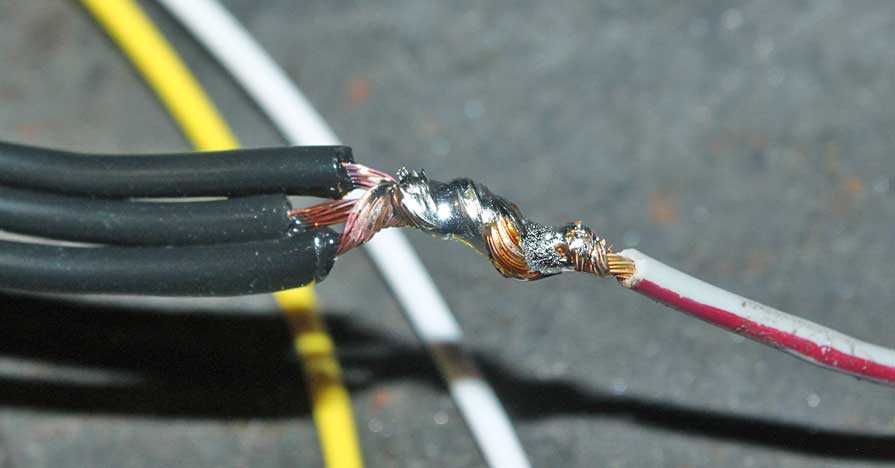
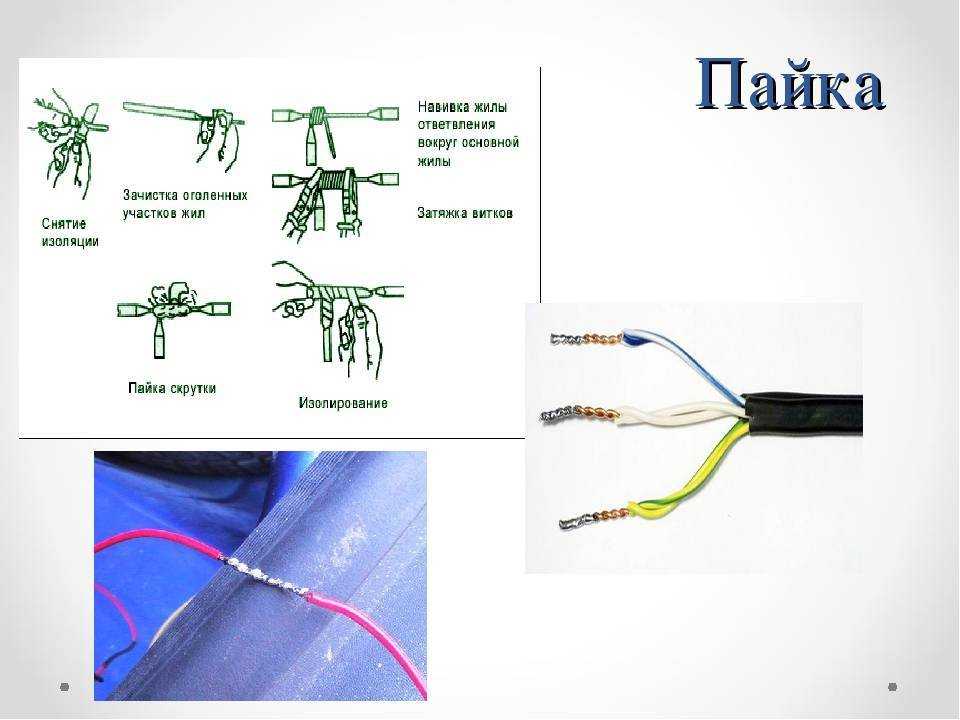
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
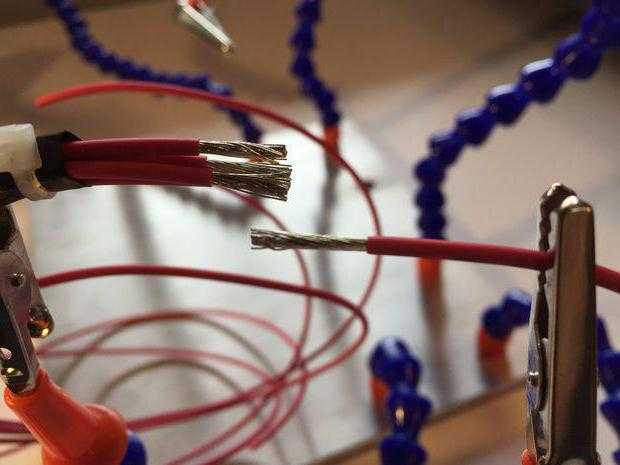
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).


Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом паяют слои меди толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо паять алюминий, то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Это интересно: Как правильно варить вертикальный сварочный шов для начинающих: рассмотрим со всех сторон
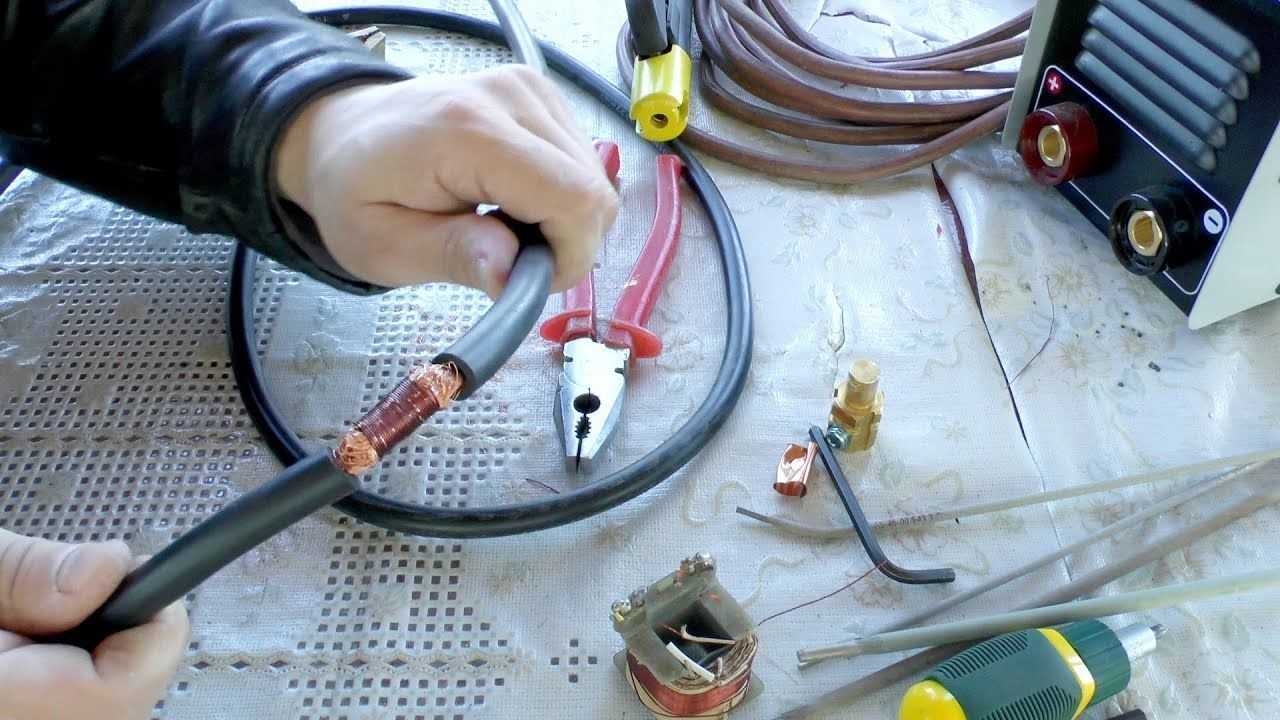
Как распилить гильзы для опрессовки
Таким вопросом я задавался в начале своей карьеры электрика. Сейчас же я легко могу удовлетворить любопытство любого новичка-монтажника, как говорится, мастерство не пропьешь. Дело в том, что стандартные гильзы слишком велики для распределительных коробок, поэтому для удобства и экономии материала их пилят вдвое, а то и втрое.
Чтобы собственноручно сделать нужное количество гильз, берется медная трубка нужного диаметра, ножовка по металлу и какая-нибудь точка опоры (стул, скамейка или стол).

Трубка ложится на стул и надежно фиксируется рукой или ногой. Если изобретете другой способ крепления медного изделия — вам все карты в руки. Фантазии русской души нет предела!
В другую руку ухватывается ножовка за 250 рублей и совершается обычное действие режущим инструментом: туда-сюда, как пилить дрова на даче. Лучше на пол, перед этим, постелить газетку, чтобы гильзы не закатились куда-нибудь, а послужили все до одной нашему благородному делу.
Вот и все, учиться никогда не поздно!