
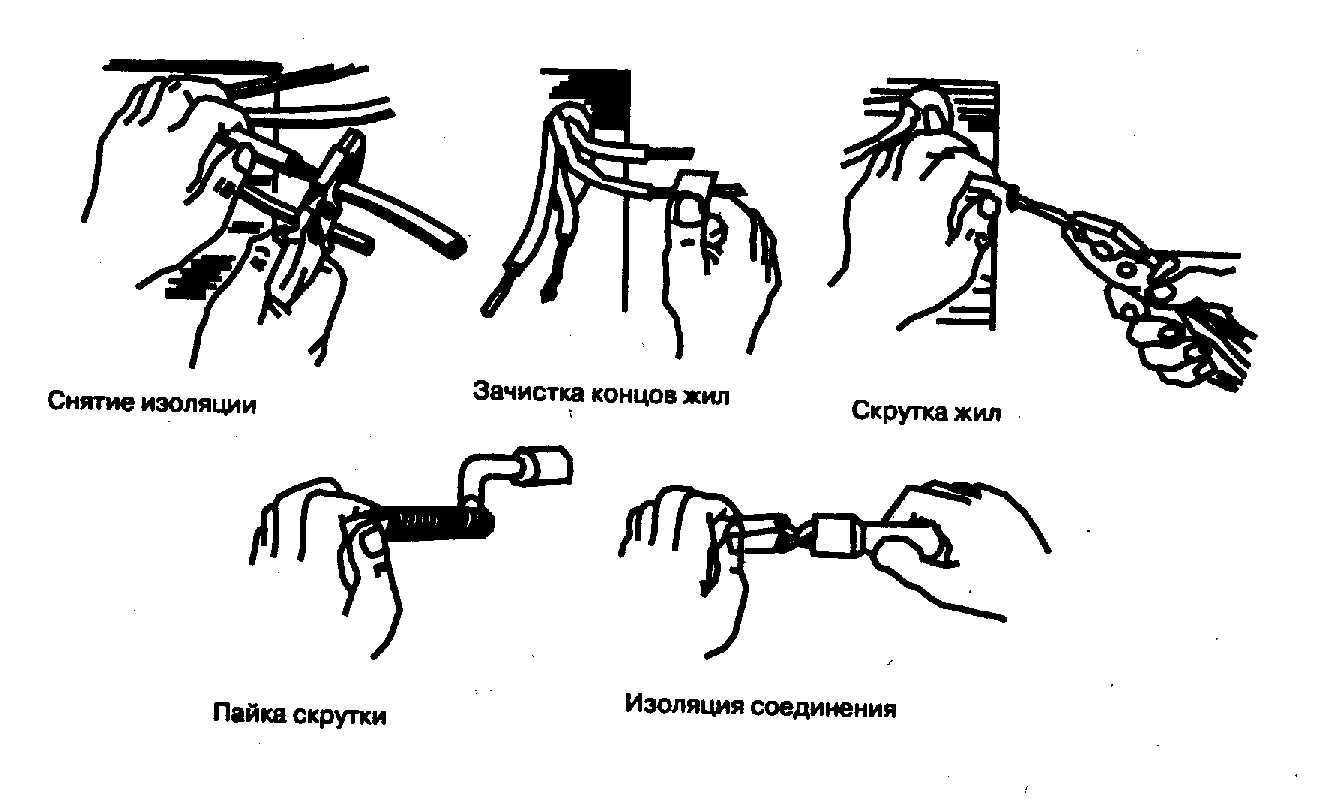
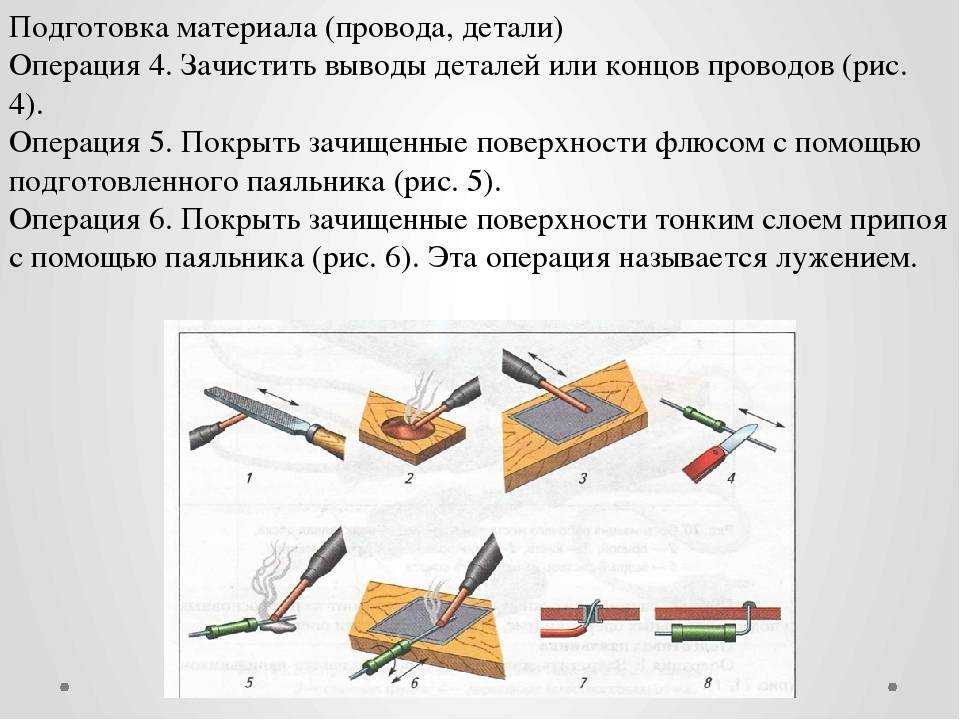
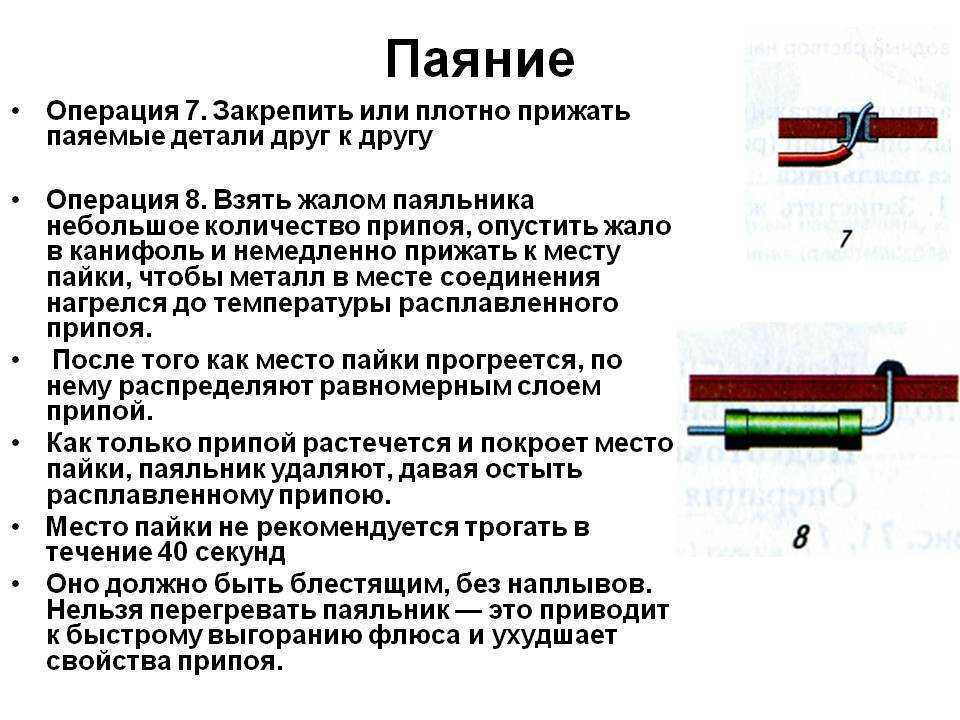
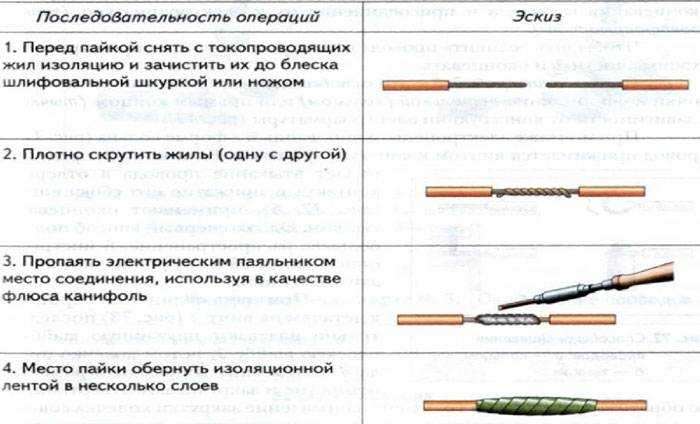
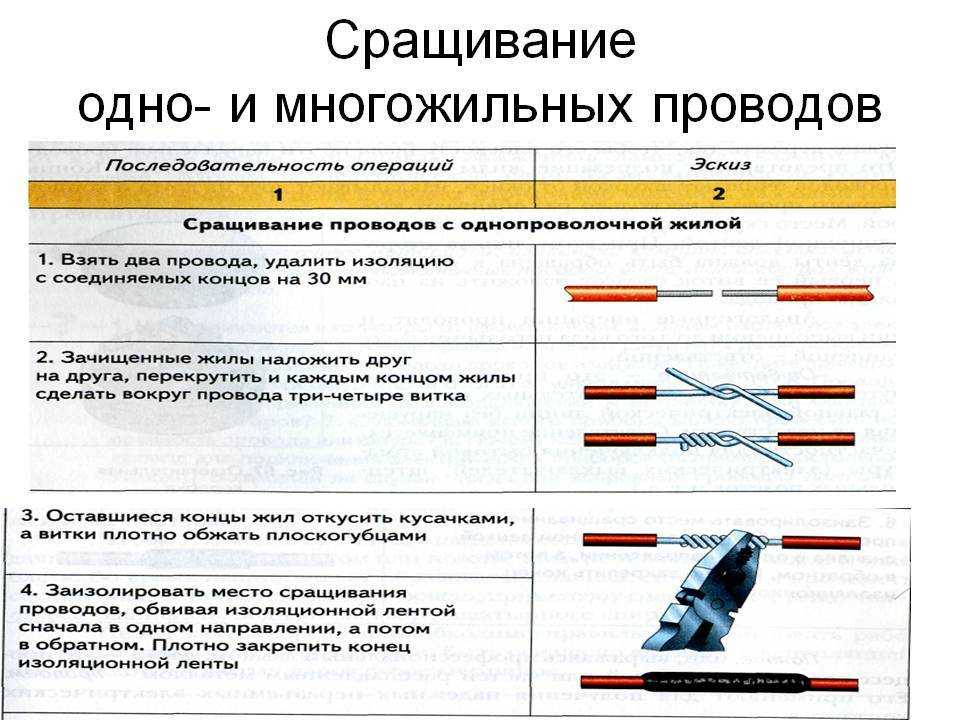
Порядок пайки
Техника паяльных работ непосредственно связана с типом образуемого соединения, которое может иметь следующие исполнения:
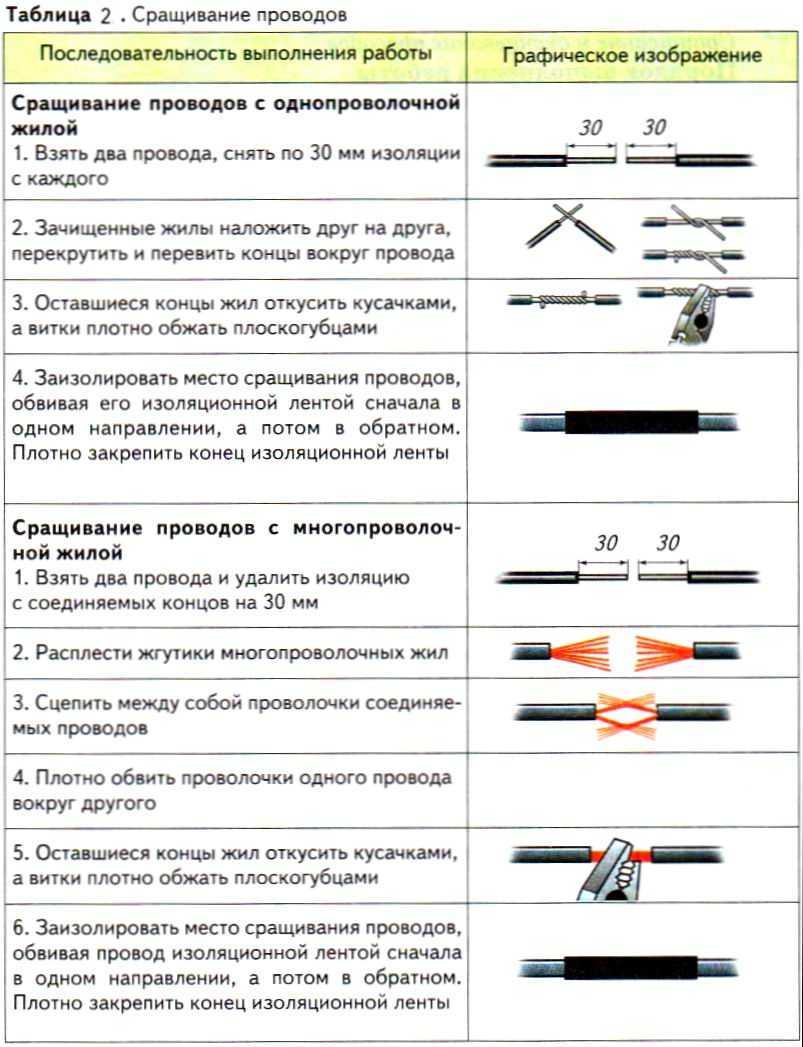
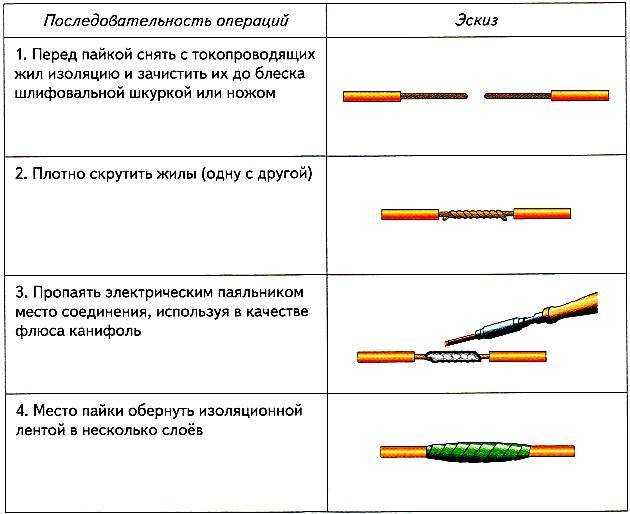
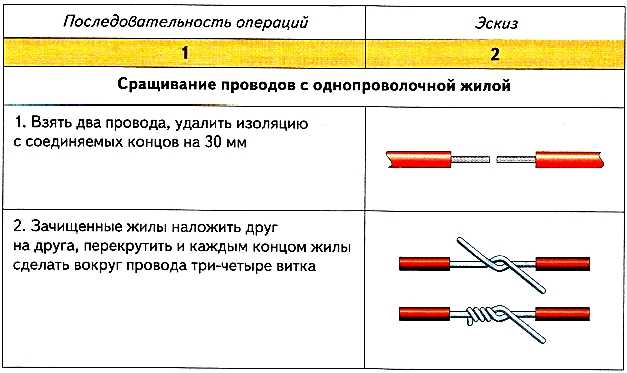
- обычная скрутка, чаще всего встречающаяся в распределительных цепях;
- стыковочный узел из проводов различного класса (меди и алюминия, в частности);
- витые сочленения, оформляемые в квартирных коробках распределения и другие виды соединений.
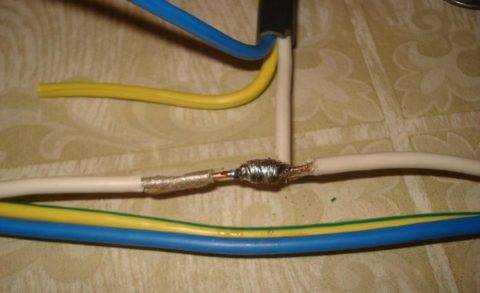
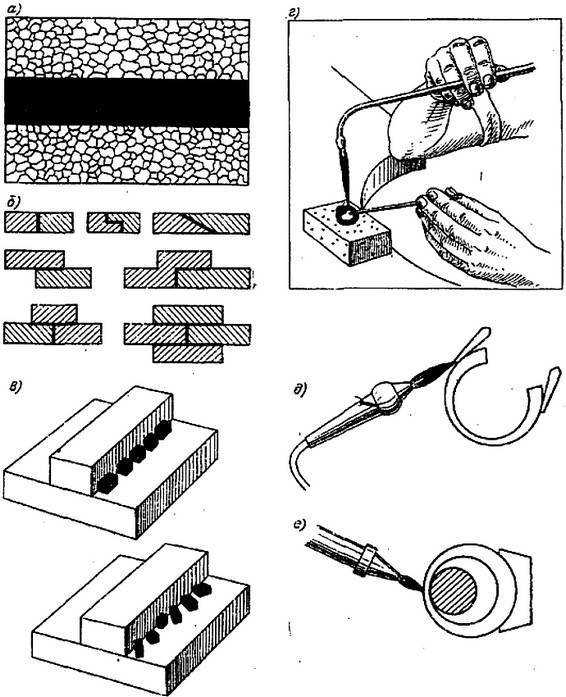
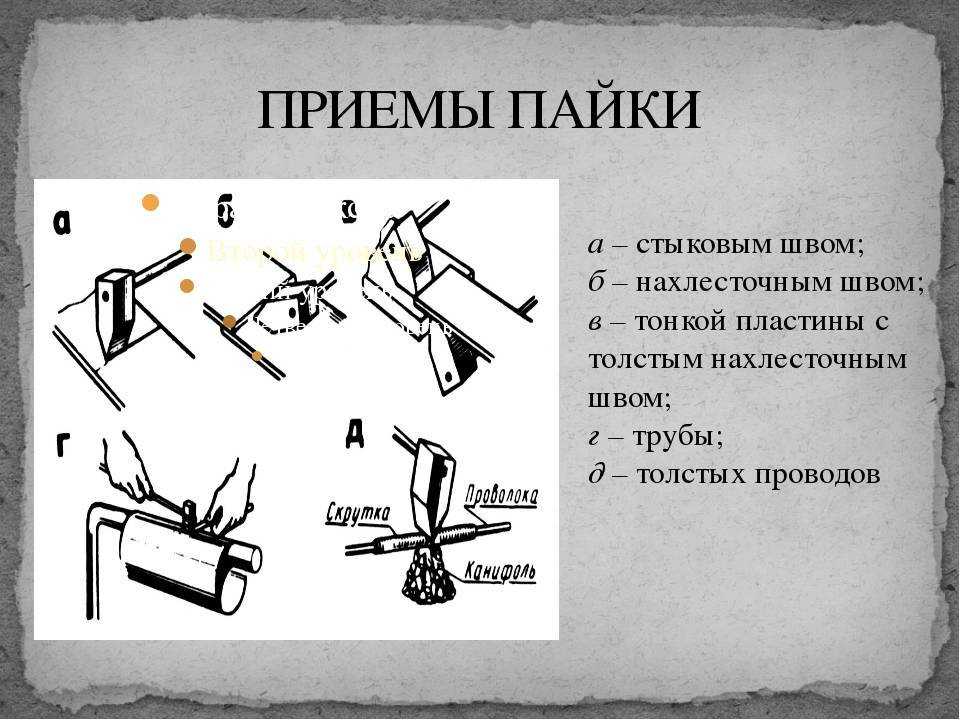
При пайке обычной скрутки особое внимание следует обратить на сечения каждого из проводов, которые могут иметь существенное отличие по толщине. Если один из них толстый, а другой несравненно тоньше его – их скрутка формируется особым образом. Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении
Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли)
Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении. Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли).
Для снятия изоляции с проводников можно воспользоваться обычной зажигалкой, под пламенем которой защитная плёнка сначала сжигается, после чего её остатки соскабливаются ножом или скальпелем.
Таким образом, весь процесс пайки условно может быть разбит на два этапа, на каждом из которых осуществляются следующие действия.
Во-первых – подготовка (удаление с поверхности лака) и лужение самих проводов. А во-вторых – их надёжная запайка в месте контакта. При параллельном соединении (без скрутки) жил необходимо уложить их вплотную на рабочей площадке стола и, придерживая одной рукой, во вторую взять паяльник и прогладить жалом место контакта.
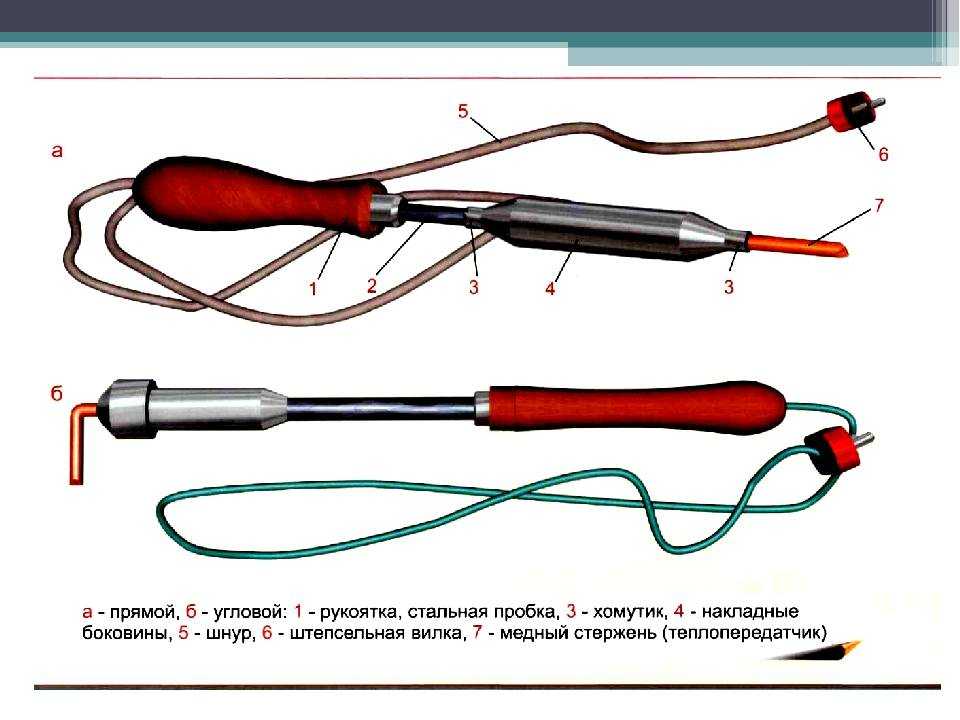
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.
Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
Паяльник с регулятором мощности
Особенности лужения медных проводов
Медные провода, даже если они предназначены для соединения скруткой, под зажим или другими методами, не предполагающими пайки, перед подключением очень желательно облудить. Дело в том, что медь в воздушной среде довольно быстро окисляется, что ведет к ухудшению контакта с соответствующими последствиями. Олово же окисляется гораздо менее активно.
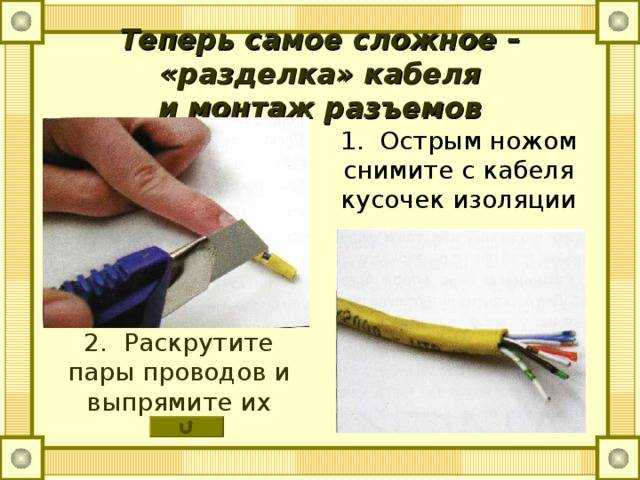
Перед облуживанием проводов и жил кабелей, добавляется еще один этап – снятие изоляции. Изоляция снимается на необходимую для конкретной операции длину. Обычно это 1..1,5 см.
Снятие изоляции с проводов
Покрывать слоем припоя тонкие провода, жилы и медную проволоку можно с помощью паяльника, фена или горелки, а также методом погружения. Жилы кабелей большого сечения желательно лудить с помощью горелки – другими способами хорошо прогреть массивные элементы будет затруднительно.
Рекомендуем: Как правильно спаять медь в домашних условиях
Учитывая, что медь и ее сплавы легко лудятся, для лужения проводов очень желательно применять нейтральные флюсы в твердом, мягком или жидком виде. Активные флюсы по окончании работ нуждаются в нейтрализации, что требует дополнительных трудозатрат.
В видео наглядный пример лужения проводов.
Некоторые провода и кабели поставляются с облуженными в заводских условиях жилами (или проволоками, составляющими жилы)
Лужение элементов из меди (медных сплавов) или других металлов освоить несложно. Перед тем, как перейти к практике (любым способом), можно потренироваться на ненужных или неответственных элементах, подобрать режимы, отработать навыки. После этого покрыть поверхность металла слоем полуды не составит труда.
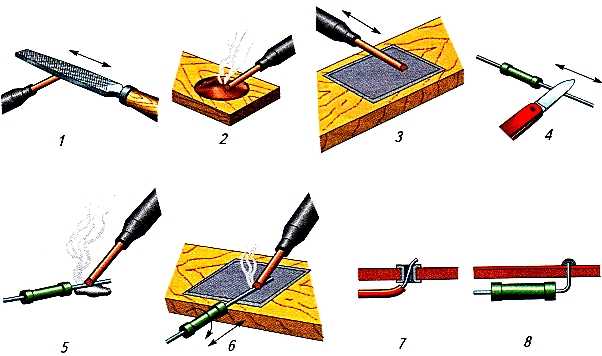
Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
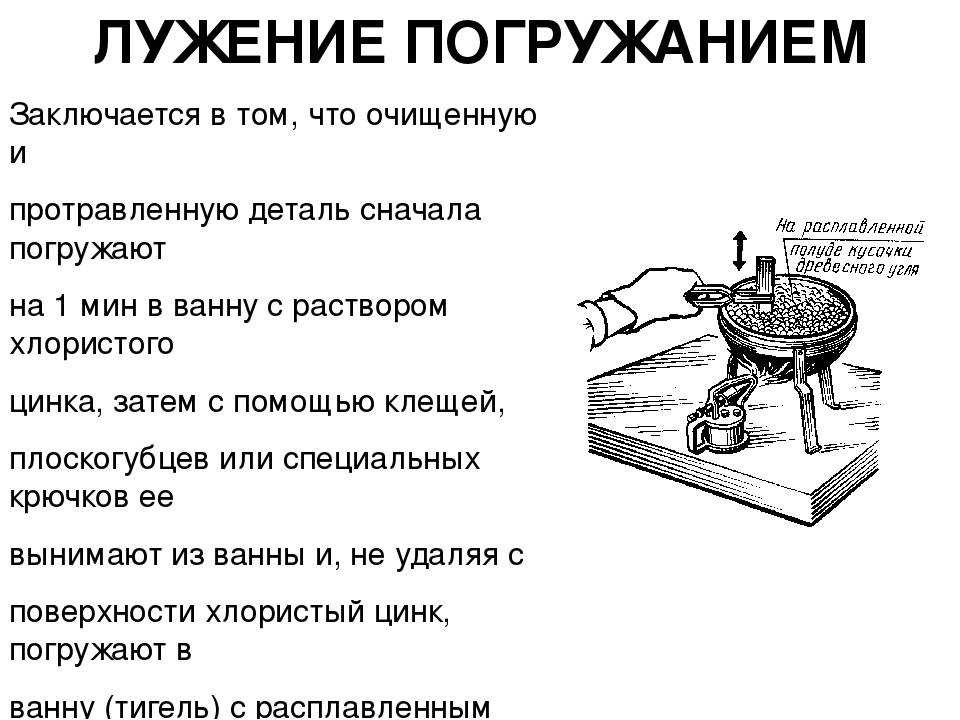
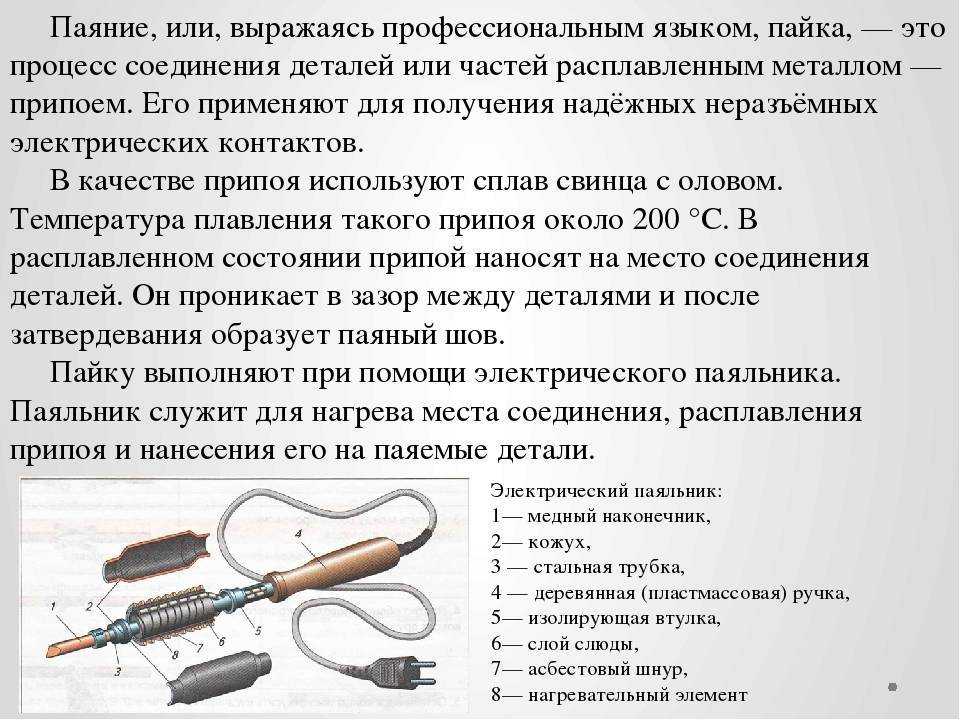
Характеристики
Главной отличительной чертой между ними является способность к изгибам. По диаметру луженая медь с алюминием может существенно отличаться. Максимальное распространение получила проволока, у которой диаметр находится в пределах 0,02-9,42 мм.
Чтобы ее изготовить, используют обычную медную проволоку на катушке, подвергая ее гальваническому лужению. Материал пропускают через лудильную ванну, где находится расплавленное олово. Чтобы оно не вступало с кислородом воздуха в окисление, поверхность ванны закрывают веществами, не способными пропускать воздух. В частности, таким веществом может являться древесный уголь.
Лужение проводов: технология, назначение, инструменты, варианты и инструкция
Во время ремонта, модернизации или при установке электропроводки особое внимание уделяется качеству соединения токопроводящих жил. Надежное спаянное соединения – это залог безопасной эксплуатации электрических магистралей и бытовой техники. Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом
Чтобы хорошо закрепить припой, требуется предварительно провода облудить, суть процедуры заключается в покрытии поверхности оловом.
Почему лужение проводов так важно
Лужение проводов предотвращает их окисление
Перед тем как залудить провод, требуется узнать, для чего эта процедура так необходима. Медь и алюминий при взаимодействии с кислородом окисляются, образуя на своей поверхности оксидную пленку, которая ухудшает проводимость и повышает сопротивляемость. Залуживание проводов позволяет этого избежать. Лудят провода свинцово-оловяными припоями, их преимущество заключается в длительном эксплуатационном сроке, безопасности и надежности.


Также лужение используют во время пайки, например, при подключении светодиодных лент к блоку питания. Если жилы осветительного прибора предварительно не облудить, с течением времени все проводки отвалятся.
Облуживание провода с помощью паяльника
Лужение проводов паяльником
Для качественного выполнения работы важно уверенно владеть паяльником. Если закрепившиеся навыки отсутствуют, не удастся залудить и припаять провод. Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д
Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно
Существуют разные модели паяльников, каждые обладают своими техническими характеристиками – мощность, габариты и т.д. Начинающему мастеру рекомендуется отдавать предпочтение паяльным станциям, где есть возможность регулировать температуру нагревания самостоятельно.
Целесообразно приобрести дорогостоящее устройство, поскольку процесс будет отнимать меньше времени, и работа будет выполняться в радость.
Необходимые инструменты
Флюс выбирают в зависимости от материала провода
Монтаж, модернизация, ремонт и обслуживание проводов – дело хлопотное, но не сложное. Чтобы сократить затраченное время, предварительно готовят все необходимые инструменты и расходный материал для работы. Список выглядит следующим образом:
- к числу расходных материалов относится припой и флюс;
- острый нож;
- станция для паяния или паяльник;
- технический или медицинский пинцет;
- обыкновенные плоскогубцы.
Можно использовать не хорошо заточенный нож, а специальные клещи, позволяющие удалить весь изоляционный слой несколькими движениями. Но стоимость их достаточно высока, поэтому многие используют нож или скальпель.
В каждом случае требуется определенный припой и флюсовый состав для кабелей, это нужно учитывать.
Порядок действий
Чтобы облудить провод, нужно действовать по следующему алгоритму:
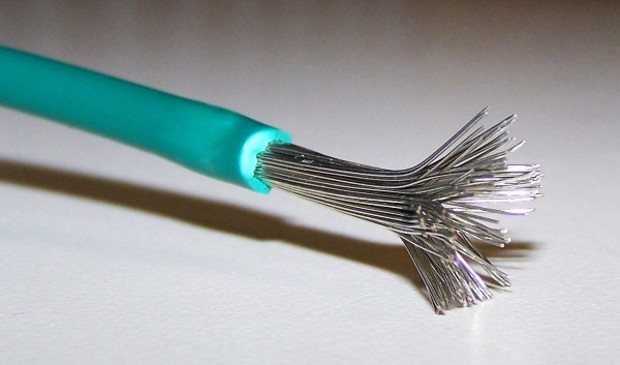
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
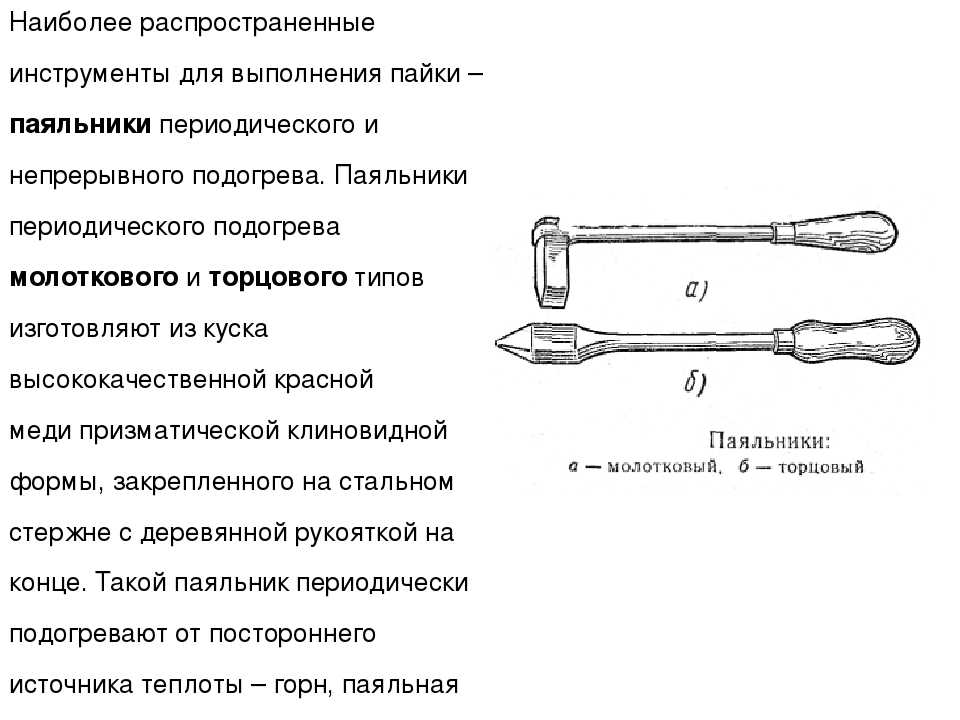
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
зачистку стали, химическую зачистка под припоем;
разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
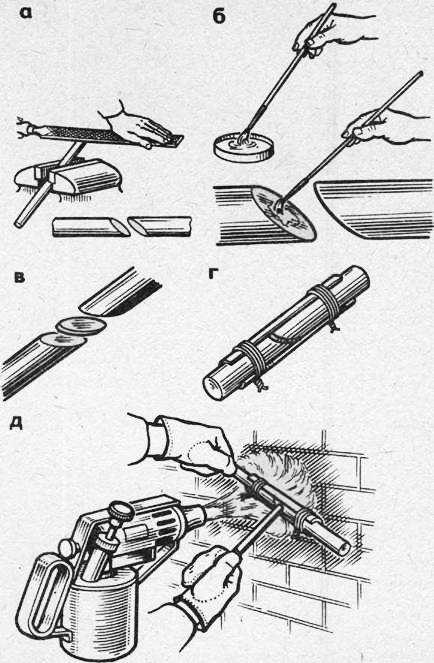
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
Зачищенная наждачкой сталь разогревается горелкой.
На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
прочностью связи припоя с металлом,
направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник
Преимущества медного луженого провода
Лужение поверхности меди оловом защищает ее от разрушительного воздействия атмосферного кислорода, повышает прочность на разрыв и устойчивость к перелому при многократном сгибании, упрощает процесс пайки. Полуда – так называется пленка олова – также защищает медь от вредного влияния серы, входящей в состав резины и пластика, из которых изготавливается изоляция провода. Вследствие всего этого возрастает срок службы провода.




Если подвести итог, то кабели с медными лужеными жилами:
- прочнее
- долговечнее
- более гибкие
- проще в монтаже
Основным потребителем медных луженых проводов является электронная и электротехническая промышленность.
Порядок действий

Чтобы облудить провод, нужно действовать по следующему алгоритму:
- С помощью специального инструмента, ножа или скальпеля удалить изоляционный слой с проводов, которые потребуется соединить.
- После удаления изоляционного материала токопроводящие жилы зачистить до образования характерного блеска. Для этого можно использовать нож или наждачную бумагу. Если работа предстоит не с литой жилой, а многожильным проводом, каждый проводок распушается и зачищается по отдельности.
- В розетку включается паяльник и очищается от всех загрязнений, которые он любит собирать, особенно старого припоя и пыли. Во время очищения жилы паяльника рекомендуется использовать небольшую наждачную бумагу.
- Требуется разогреть кончик провода. Это можно сделать с помощью паяльника, газовой горелки или обычной зажигалки.
- Когда паяльник разогрелся до рабочей температуры, его жилой прикасаются к припою и канифоли. Рабочая поверхность обильно должна быть покрыта растопленным оловом.
- Следующий этап – горячим паяльником касаться медного проводника. Припой должен равномерно распределяться по жиле. Чтобы нанести припой, используются пассатижи и пинцеты.
- По окончании работ внимательно осматривается кабель или провод. Рабочая поверхность должна быть полностью и равномерно покрыта припоем. Пустые полости или скопления вещества должны отсутствовать. Если обнаружены недочеты в работе, к процедуре приступают повторно.
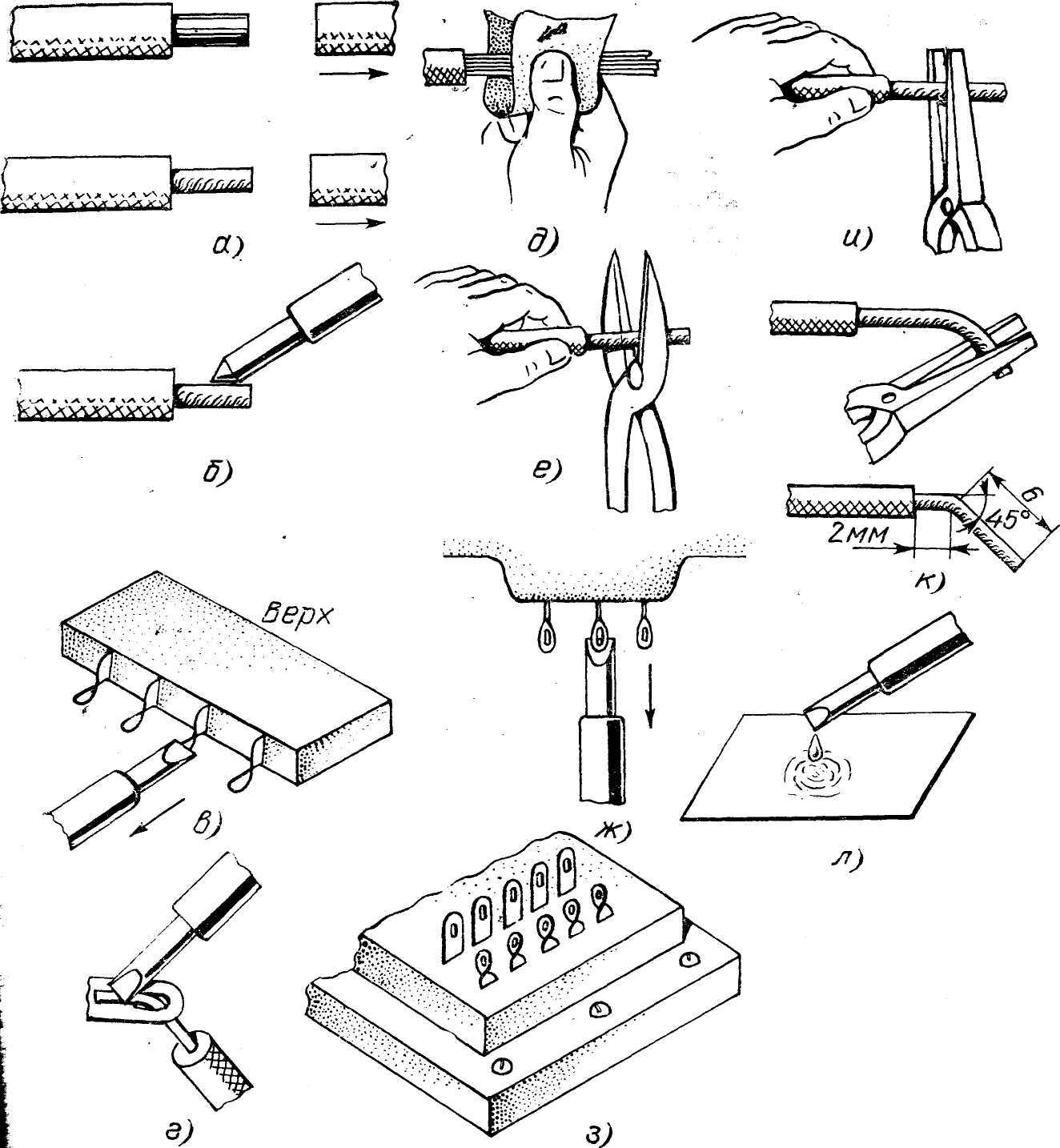
Как залудить паяльник с медным жалом
Лужение паяльника – работа несложная и обычно не вызывает затруднений. Если поверхность стержня хорошо подготовлена и зачищена- то и оловянно-свинцовый, и серебряный припои хорошо ложатся на нее.

Паяльник с медным жалом
Зачищать поверхность стержня необходимо до состояния новой детали. Сначала надо работать крупной шкуркой, выровнять поверхность и придать ей требуемую форму. Если есть техническая возможность, неплохо подвергнуть поверхность полировке — так она будет медленнее окисляться.
Есть еще один прием – оковка. Для этого жало следует вытащить из нагревателя и, подобно кузнецу, уларами молотка отковать на наковальне (или массивных тисках). Уплотненная таким образом поверхность будет также окисляться гораздо медленнее.
После механической обработки настала пора собственно залудить жало. Опытные пайщики рекомендуют различные способы:
- Поместить канифольную банку несколько кусков припоя. Нагреть паяльник и окунуть туда зачищенный наконечник. Канифольный расплав канифоли выступит в качестве флюсовой присадки и не даст металлу покрыться оксидным слоем. Вместо этого он будет покрыт слоем олова. Далее нужно взять квадратик грубого натурального сукна и протереть свежезалуженный кончик. При этом олово разотрется по поверхности и прекрасно к ней прилипнет. Минус метода — много дыма и резкий запах.
- Следующий способ залудить кончик дает меньше дыма, но потребует больше труда. Кусок грубого натурального сукна нужно разложить на гладкой дощечке, не него насыпать дробленую канифоль или положить целый кусок. Зачищенный кончик макнуть в канифоль, натереть поверхность прутком припоя. Эту операцию придется повторить неоднократно, после чего натереть рабочую поверхность о наканифоленное сукно.
Паяльник с медным жалом требуется залудить каждый раз перед пайкой и обязательно — после хранения в бездействии.
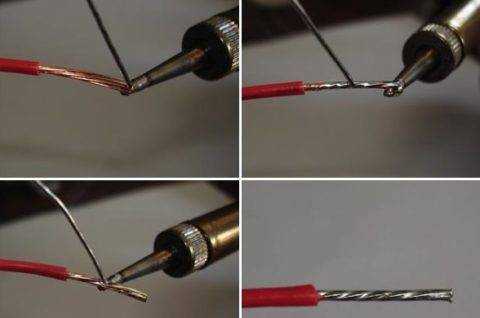
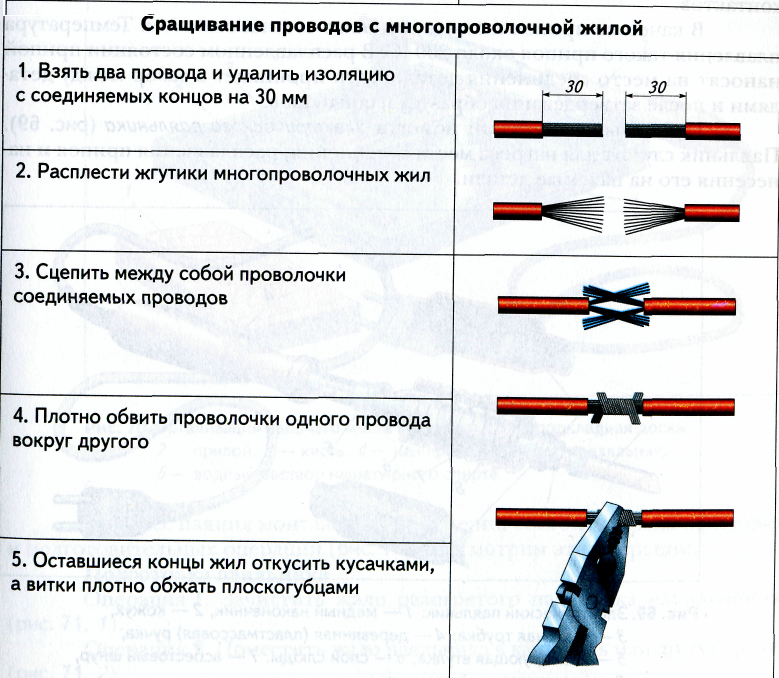
Пошаговая инструкция
Итак, чтобы Вам было понятно, как правильно лудить провода, предоставляем пошаговую инструкцию в картинках:
- Подготовьте нужный инструмент: острый нож, пинцет либо пассатижи, паяльник, припой и флюс (в нашем случае канифоль).
- Снимите ПВХ изоляцию с проводника. Для этого лучше всего использовать инструмент для снятия изоляции, но если такого нет – нож в помощь. Зачистить изолирующий слой нужно на 10-20 мм.
- Аккуратно, с помощью того же ножа зачистите жилу до металлического блеска. Если провод, который Вам нужно лудить, многожильный – распушите все проводки и очень аккуратно зачистите их ножом.
- Подключите паяльник к сети и подождите, пока он нагреется. Кстати, перед лужением нужно очистить жало паяльника от мусора и старого припоя. Для этого рекомендуем использовать напильник.
- Проведите разогретым жалом по кончику провода, который Вы собрались лудить.
- Прикоснитесь жалом паяльника к канифоли, а после этого сразу же к припою. Рабочая поверхность паяльника должна равномерно покрыться оловом.
- Прикоснитесь жалом к медному проводу. Припой должен равномерно распределиться по медной жиле. Для лучшего лужения рекомендуем взять проводник пассатижами либо пинцетом, после чего залудить кончик со всех сторон, самостоятельно прокручивая провод.
- Визуально просмотрите, насколько хорошо у Вас получилось залудить кабель. На фото ниже пример отлично проделанной работы. Если не вся рабочая поверхность покрыта припоем, повторите пункты 6 и 7.
Вот таким способом Вы сможете качественно и быстро лудить провода в домашних условиях
Обращаем Ваше внимание на то, что лужение тонких проводов от наушников (либо микрофона) нужно выполнять немного по-другому. Так как проводки эмалированные (вскрыты лаком), сначала Вы должны аккуратно счистить эмаль острым ножом. После этого уже необходимо выполнить лужение паяльником
После этого уже необходимо выполнить лужение паяльником.
Видео уроки по теме:
Вы можете лудить провода и без канифоли – используя специальную паяльную кислоту. В этом случае сначала нужно обработать рабочие поверхности (жало и кончик проводка) кисточкой, смоченной в кислоту, после чего уже наносить припой. И тот и другой способ можно использовать, не опасаясь за качество будущего соединения. Что касается толстого провода, облудить его проще, чем очень тонкого. Немного сноровки и еще меньше времени на это потребуется, главное – не забудьте зачистить поверхность жилы ножом.
Обязательно прочтите:
Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.

Использование янтаря для замены канифоли
Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.

Слив электролита из старого аккумулятора

Лужение проводов с помощью таблетки аспирина
Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.

Для замены флюса можно использовать борную кислоту
Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.

Канифоль для смычков Thomastik Euphon
Выполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.


III. Требования к качеству паяных соединений выводных компонентов, монтируемых в монтажные отверстия печатной платы
Определение требований к качеству паяного соединения производится с учётом Класса изделия. Все изделия разделяются на три Класса по надёжности, долговечности, сложности, функциональным требованиям и частоте обслуживания.
При запуске в производство для каждого изделия в технологической документации указывается его Класс.
Классы аппаратуры по международному стандарту IPC– A– 610С «Критерии качества паяных соединений»:
1 класс – бытовая электроника
(Изделия, к которым не предъявляются высокие требования по надежности: бытовая электроника, приборы, в которых допустимы косметические дефекты. Основная цель – принципиальная функциональность печатной платы).
2 класс – промышленная электроника
(Изделия с повышенными требованиями к надежности. Системы связи и управления, другие устройства, функционирование которых необходимо в течение длительного срока, однако выход из строя не является критическим. Допустимы небольшие косметические дефекты).
3 класс – спецтехника военная, аэро-космическая, системы жизнеобеспечения
(Изделия с максимальными требованиями к надежности. Оборудование, которое должно функционировать при любых обстоятельствах. Системы поддержания жизнедеятельности, системы управления полетом и т. п. Недопустимы любые отклонения от предполагаемых характеристик, влияющие на функциональность и надежность устройства).
Изделия автомобильной электроники отнесены разработчиками изделий к 3 классу аппаратуры.
Общие требования к паяному соединению
Качественное паяное соединение характеризуется гладкой, блестящей или светло-матовой без темных пятен и посторонних включений поверхностью и проявлением смачиваемости, представленной в виде вогнутого мениска между соединяемыми пайкой поверхностями.
В особых случаях, например, при использовании бессвинцовых припоев, поверхность паяного соединения может быть серой, матовой, зернистой.
Переход от контактной площадки к запаиваемой поверхности или выводу компонента должен быть плавным. Допустима видимая линия раздела в зоне, где происходит смешивание используемого припоя с покрытием контакта компонента или контактной площадки печатной платы, при условии, что есть смачивание контактной поверхности припоем.
Зарубины или царапины, мелкие раковины, неглубокие поры в паяном соединении не должны ухудшать его целостность.
Эталон паяного соединения вывода компонента, монтируемого в металлизированные монтажные отверстия печатной платы
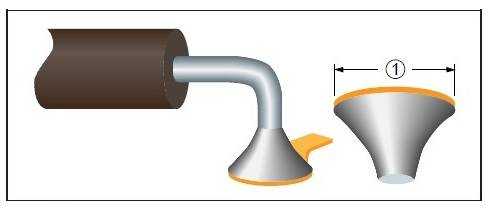
Примечание: 1 – кольцевая контактная площадка металлизированного монтажного отверстия
- пустоты и дефекты поверхности припоя отсутствуют;
- вывод и кольцевая контактная площадка полностью смочены припоем;
- припой застыл тонким слоем на границе раздела контактной площадки и проводника;
- конец вывода в припое различим;
- галтель припоя охватывает вывод по всему диаметру;
- галтель имеет вогнутую форму.